OneCNCXR8 utgåva 62.77
OneCNCXR8 versionuppdatering 62.77
OneCNCXR8 Release 62.77 innehåller många justeringar som vi har detaljerat här. Men först har vi en påminnelse för alla OneCNC-användare.
Särskild anmärkning och påminnelse till alla OneCNC-användare.
När du använder någon lagermodellverktygsspår måste den övre delen av materialtoppen Z (överst på jobbet) alltid ställas in korrekt.
Även om detta är en påminnelse men alltid har varit kravet i alla versioner av OneCNC i verktyget Clearances dialogmaterialets toppinställning.
Detta styr inte bara alla frigöringsvärden utan styr även djupvärdena för fickprofilsborrning och alla djup på lagerverktygsbanorna.
Detta visar en typisk del och pilarna visar Material Z Top

Detta visar avslutningsdialogrutan som styr Material Z-toppen (Överst på jobbet)

Den här utgåvan innehåller många funktionella justeringar och dessa är de viktigaste.
Hjälpfil
Ny uppdaterad engelsk hjälpfil och självstudier.
Utskrift
Blev förbättrad för att förhindra att ogiltig enhet orsakar utskrift.
Z Nivå grov
Grov verktygsspår på Z-nivå förbättrades för att förhindra att inte genereras
Gravera simulering
Gravering av verktygssimulering förbättrades.
Gängcykel
Svarvgänga cykel gänglängd Z positiv riktning korrigerades
språk
Kinesiska språket uppdateras
Japanska språket uppdaterat
HS-fickan
HS-stängd ficka justerades för att förhindra att genereras som HS Open om materialtoppen sattes Z-positiv hade ytterligare förbättringar. Förändringar gjordes i kompensationsmetoden som ändrade beteendet på fickans överkant inklusive toppkanten när den användes ..
Bruksprofil
Bruksprofil med hjälp av bullnoseverktyg inställd på grova djup avsmalnande vinkel korrigerades tillsammans med förbättrad beteendemetod för att starta profilens övre kant.
Bruksprofil
Väggfästets radieförskjutning av fräsprofil korrigerades och ytterligare allmän beteendeförbättring gjordes på profilens övre kant.
Detaljer om de nya Pocket- och profilfunktionerna
Gränsförändringar i beteende visas i följande grafik.
När du använder några lagerverktygsspår är ett av de viktigaste värdena i varje funktion toppen av Job Z-värdet.
Detta måste alltid ligga på toppen av jobbet
Det kan vara möjligt att ha gränsen på en annan Z-nivå men toppen av jobbet måste alltid vara Z-värdet som används i verktygsinställningsdialogrutorna i OneCNC
Denna första grafik visar en avsmalnande kulkvarn som används för att ficka och avsluta profilera en ficka.

OneCNCXR8 stöder kvadratiska slutfabriker i standardstil, avsmalnande verktyg med fyrkantiga kulnäsar och bullnosstilar.
Användare måste vara medvetna om att vissa av dessa verktyg, med större diameter på verktyget, ofta kommer att ligga utanför fickan eller profilgränsen.
Detta beror givetvis på verktygets storlekar och längder jämfört med fickan eller profilen som bearbetas.

Detta visar en avsmalnande väggficka med Bullnose End Mill med grova och finiska parametrar.

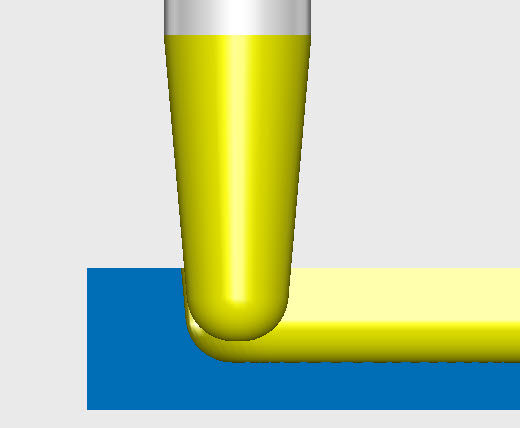
Grunt ficka där verktygets spetsradie är större än fickdjupet kommer kanten på det verktyg som används nu att skära till gränsen.

Detta visar tydligare att fickdjupet är mindre än radien.

Detta visar en ytficka med en profilfinish med en fyrkantig kvarn och en profil med en kulkvarn.

Var medveten om att i OneCNC sticker många verktyg ut utanför gränsen för fick- eller profilfunktioner.
Bolländkvarn där spetsradie är mindre än fickans eller profildjupet eller huvuddiametern för avsmalnande ändkvarnar övergår ofta profilgränsen
Höghastighetsficka rekommenderas inte för en ytficka med stor spetsradie.
Ett bättre val skulle vara en traditionell pocket-stil eller Zig Zag-fickstilar med finishprofilinställning.
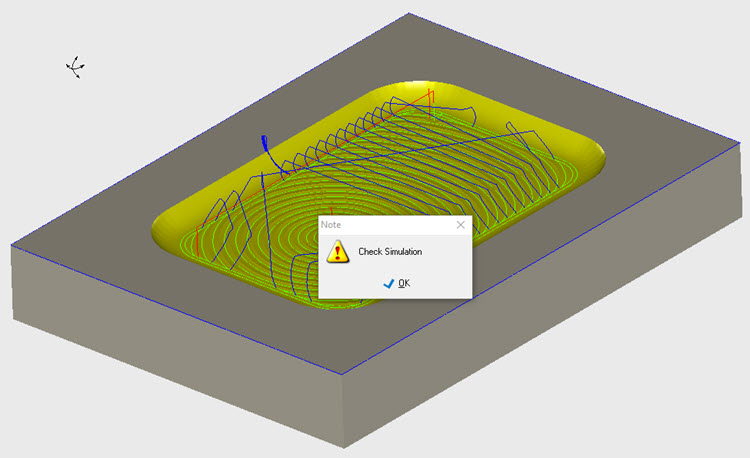
Om du använder HS-stilen för denna grunt djupficka finns det ett meddelande för att kontrollera simuleringen.
HS-stil kanske inte ger en lämplig finish för en ytficka där spetsradie är större än fickdjupet.

Här är andra typiska exempel på verktyg med större diameter som överskrider gränsen.
Avsmalnande verktyg för bolländ
Avsmalnande bullnoseverktyg

Avsmalnande fyrkantigt verktyg

Det finns många verktygsbanor för lager som kan ha överhäng inklusive avfasningsverktyg.
Modella verktygsbanor har många fler liknande situationer.
Detta är anledningen till att alla verktygsbanor ska simuleras innan du lägger filen till maskinen.
Den här grafiken visar ett avfasningsverktyg.

OneCNCXR8 version 62.73 är nu tillgänglig i OneCNC Update Server för alla licensierade OneCNCXR8 användare ..
OneCNC uppdateringar
OneCNCXP 5,23
Jul 31 2003
OneCNCXP 5,27
Sep 05 2003
OneCNCXP 5,29
Sep 12 2003