OneCNCXR8 wydanie 62.77
Aktualizacja OneCNCXR8 wersja 62.77
OneCNCXR8 wydanie 62.77 zawiera wiele korekt, które wyszczególniliśmy tutaj. Ale najpierw mamy przypomnienie dla wszystkich użytkowników OneCNC.
Specjalna uwaga i przypomnienie dla wszystkich użytkowników OneCNC.
W przypadku korzystania ze ścieżek narzędzi modelu podstawowego górna krawędź materiału Z (góra zadania) musi być zawsze ustawiona prawidłowo.
Chociaż jest to przypomnienie, ale zawsze było wymagane we wszystkich wersjach OneCNC w górnym ustawieniu materiału okna dialogowego Prześwity narzędzi.
To nie tylko kontroluje wszystkie wartości luzu, ale także kontroluje wartości głębokości wiercenia profili kieszeni i wszystkich głębokości ścieżek narzędzia.
To pokazuje typową część, a strzałki przedstawiają Materiał Z Góry

Wyświetla okno dialogowe usuwania, które kontroluje górę materiału Z (góra zadania)

Ta wersja zawiera wiele dostosowań funkcjonalnych i są to główne.
Plik pomocy
Nowy zaktualizowany plik pomocy i samouczki w języku angielskim.
Druk
Udoskonalono, aby zapobiec niepoprawnemu drukowaniu powodującemu niepowodzenie drukowania.
Poziom Z Szorstki
Poprawiona szorstka ścieżka narzędzia na poziomie Z, aby zapobiec generowaniu
Engrave Simulation
Udoskonalono symulację narzędzia do grawerowania.
Cykl wątków
Poprawiono dodatni kierunek Z cyklu nitki tokarki
Języki
Zaktualizowano język chiński
Zaktualizowano język japoński
Kieszeń HS
Zamknięta kieszeń HS została dostosowana, aby zapobiec generowaniu się jako HS Open, jeśli górna część materiału została ustawiona Z dodatnia miała dalsze ulepszenia. Wprowadzono zmiany w metodzie przesunięcia, które zmieniły zachowanie górnej krawędzi kieszeni, w tym wykończenie górnej krawędzi, gdy jest używana.
Profil młyński
Profil młyna przy użyciu zestawu narzędzi Bullnose do kąta stożka zgrubnego został skorygowany wraz z ulepszoną metodą zachowania początkowej górnej krawędzi profilu.
Profil młyński
Korekcja promienia wierzchołka narzędzia frezu została skorygowana i wprowadzono dalsze ogólne ulepszenia zachowania górnej krawędzi profilu.
Szczegóły nowych funkcji Pocket i Profile
Zmiany zachowania granic są pokazane na poniższej grafice.
Podczas korzystania z podstawowych ścieżek narzędzi jedną z najważniejszych wartości w każdej funkcji jest górna wartość zadania Z.
Musi to zawsze znajdować się nad Zadaniem
Granicę można ustawić na innym poziomie Z, ale górną częścią zadania musi być zawsze wartość Z używana w oknach dialogowych ustawień narzędzi w OneCNC
Ta pierwsza grafika pokazuje zwężający się młyn kulowy służący do kieszeni i wykończenia profilu kieszeni.

OneCNCXR8 obsługuje frezy o standardowym kształcie czworokątnym, zwężające się narzędzia o czubku kulistym i stylu bullnose.
Użytkownicy muszą być świadomi, że niektóre z tych narzędzi, główna średnica narzędzia często znajduje się poza granicą kieszeni lub profilu.
Zależy to oczywiście od rozmiarów i długości narzędzia w porównaniu do obrabianej kieszeni lub profilu.

Pokazuje to zwężającą się kieszeń na ścianie przy użyciu młyna Bullnose End Mill przy użyciu szorstkich i finiszowych parametrów.

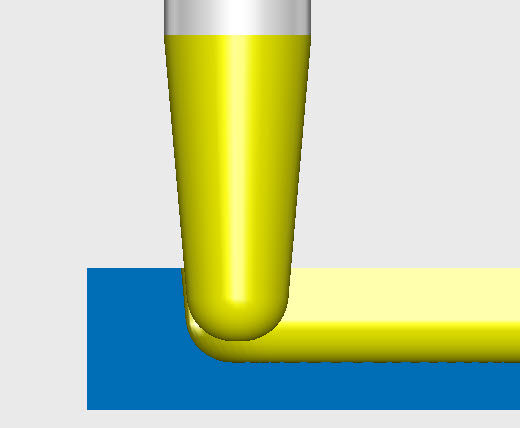
Płytka kieszeń, w której promień ostrza narzędzia jest większy niż głębokość kieszeni, krawędź używanego narzędzia zostanie teraz przycięta do granicy.

To pokazuje wyraźniej, że głębokość kieszeni jest mniejsza niż promień.

Pokazuje płytką kieszeń z profilowanym wykończeniem za pomocą kwadratowego młyna i profilem za pomocą młyna kulowego.

Należy pamiętać, że w OneCNC wiele narzędzi wystaje poza granice funkcji kieszeni lub profilu.
Frez kulowy, w którym promień wierzchołka jest mniejszy niż głębokość kieszeni lub profilu lub większa średnica frezów stożkowych często przekracza granicę profilu.
Kieszeń High Speed nie jest zalecana w przypadku płytkich kieszeni o dużym promieniu wierzchołka.
Lepszym wyborem byłyby kieszenie tradycyjne lub kieszenie Zig Zag z ustawieniem profilu wykończenia.
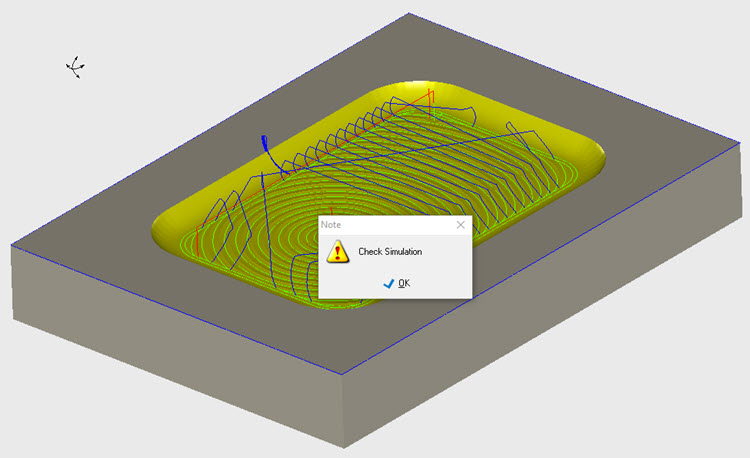
Jeśli użyjesz stylu HS dla tej kieszeni o małej głębokości, pojawi się komunikat, aby sprawdzić symulację.
Styl HS może nie zapewniać odpowiedniego wykończenia płytkiej kieszeni, w której promień wierzchołka jest większy niż głębokość kieszeni.

Oto inne typowe przykłady narzędzi o dużej średnicy przekraczającej granicę.
Narzędzie stożkowe kulkowe
Stożkowe narzędzie Bullnose

Stożkowe narzędzie z kwadratowym końcem

Istnieje wiele standardowych ścieżek narzędzi, które mogą mieć nawis, w tym narzędzia do fazowania.
Ścieżki narzędzi modelu mają wiele innych podobnych sytuacji.
To jest powód, dla którego wszystkie ścieżki narzędzi powinny być symulowane przed opublikowaniem pliku na komputerze.
Ta grafika pokazuje narzędzie do fazowania.

OneCNCXR8 wersja 62.73 jest teraz dostępna na serwerze aktualizacji OneCNC dla wszystkich licencjonowanych użytkowników OneCNCXR8.
Aktualizacje OneCNC
OneCNCXP 5.23
Lip 31 2003
OneCNCXP 5.27
Wrz 05 2003
OneCNCXP 5.29
Wrz 12 2003