OneCNCXR8 Release 62.77
OneCNCXR8 versie update 62.77
OneCNCXR8 Release 62.77 bevat veel aanpassingen die we hier hebben beschreven. Maar eerst hebben we een herinnering voor alle OneCNC-gebruikers.
Speciale opmerking en herinnering voor alle OneCNC-gebruikers.
Bij het gebruik van Stock Model Toolpaths moet de bovenkant van de materiaaltop Z (bovenkant van job) altijd correct zijn ingesteld.
Hoewel dit een herinnering is, is het altijd de vereiste geweest in alle versies van OneCNC in de bovenste instelling van het dialoogvenster Tool Clearances.
Dit regelt niet alleen alle spelingwaarden, maar ook de dieptewaarden van het boren van pocketprofielen en alle diepten van de standaardgereedschapspaden.
Dit toont een typisch onderdeel en de pijlen geven de Material Z Top weer

Dit toont het klaringdialoogvenster dat het materiaal Z-top bestuurt (bovenkant van de taak)

Deze release bevat veel functionele aanpassingen en dit zijn de belangrijkste.
Help-bestand
Nieuw bijgewerkt Engels helpbestand en tutorials.
Afdrukken
Is verbeterd om te voorkomen dat een ongeldige entiteit ervoor zorgt dat het afdrukken mislukt.
Z-niveau ruw
Z-level ruw toolpad verbeterd om te voorkomen dat het niet wordt gegenereerd
Graveer Simulatie
Gravure tool simulatie is verbeterd.
Draadcyclus
Draaibank draad cyclus lengte Z positieve richting werd gecorrigeerd
Talen
Chinese taal bijgewerkt
Japanse taal bijgewerkt
HS-zak
HS Gesloten zak werd aangepast om te voorkomen dat het als HS Open werd gegenereerd als de materiaaltop Z positief was ingesteld, had verdere verbetering. Er zijn wijzigingen aangebracht in de compensatiemethode die het gedrag van de bovenrand van de zak heeft veranderd, inclusief de afwerking van de bovenrand bij gebruik.
Mill profiel
Het freesprofiel met behulp van bullnose-gereedschap ingesteld op ruwe diepten, de conushoek werd gecorrigeerd samen met een verbeterde gedragsmethode om de bovenrand van het profiel te starten.
Mill profiel
De gereedschapsradiusoffset van het freesprofiel werd gecorrigeerd en er werd verdere algemene verbetering van het gedrag aangebracht aan de bovenrand van het profiel.
Details van de nieuwe functies Pocket en Profile
Wijzigingen in het grensgedrag worden weergegeven in de volgende afbeeldingen.
Bij gebruik van standaard toolpaths is een van de belangrijkste waarden in elke functie de bovenkant van de Job Z-waarde.
Dit moet altijd bovenop de job staan
Het kan mogelijk zijn om de grens op een ander Z-niveau te hebben, maar de bovenkant van de taak moet altijd de Z-waarde zijn die wordt gebruikt in de dialoogvensters voor het instellen van gereedschappen in OneCNC
Deze eerste afbeelding toont een taps toelopende kogelmolen die wordt gebruikt om een zak af te werken en af te werken.

OneCNCXR8 ondersteunt standaard vierkante molens, taps toelopende gereedschappen met vierkante neus en bullnose-stijlen.
Gebruikers moeten zich ervan bewust zijn dat sommige van deze gereedschappen met de grootste diameter van het gereedschap zich vaak buiten de zak- of profielgrens bevinden.
Dit hangt natuurlijk af van de gereedschapsmaten en lengtes in vergelijking met de zak of het profiel dat wordt bewerkt.

Dit toont een taps toelopende muurzak met Bullnose End Mill met ruwe en verfijnde parameters.

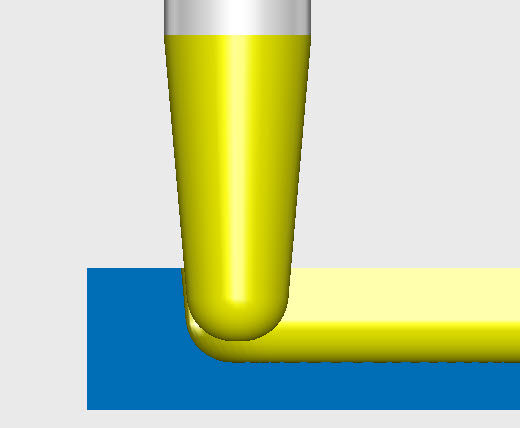
Ondiepe pocket waar de tipradius van het gereedschap groter is dan de pocketdiepte, de rand van het gebruikte gereedschap wordt nu tot aan de grens gesneden.

Dit laat duidelijker zien dat de zakdiepte kleiner is dan de straal.

Dit toont een ondiepe kamer met een profielafwerking met een vierkante kopfrees en een profiel met een kogelmolen.

Houd er rekening mee dat in OneCNC veel tools uitsteken buiten de grenzen van de pocket- of profielfuncties.
Kogelfrees waarbij de puntradius kleiner is dan de zak- of profieldiepte of de grote diameter van conische eindfrezen overschrijden vaak de profielgrens.
High Speed-zak wordt niet aanbevolen voor een ondiepe zak met een grote tipradius.
Een betere selectie zou een traditionele Pocket- of Zig Zag-pocketstijl zijn met een afwerkingsprofielinstelling.
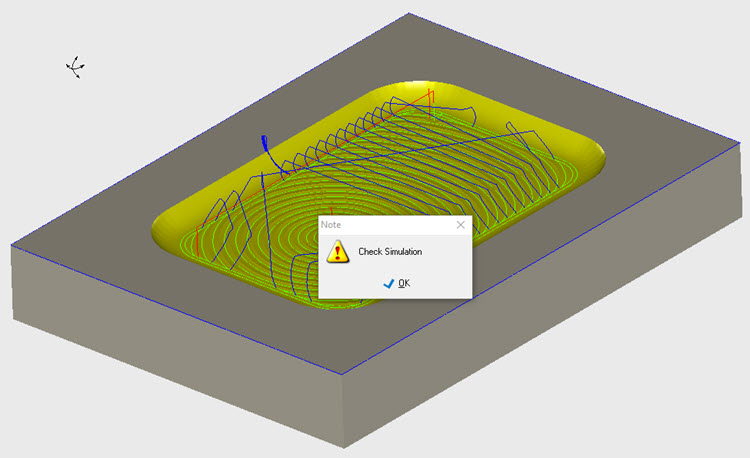
Als u de HS-stijl gebruikt voor deze ondiepe dieptezak, verschijnt er een bericht om de simulatie te controleren.
HS-stijl biedt mogelijk geen geschikte afwerking voor een ondiepe pocket waar de tipradius groter is dan de pocketdiepte.

Hier zijn andere typische voorbeelden van gereedschappen waarvan de grootste diameter de grens overschrijdt.
Conische kogelkop
Taps toelopende Bullnose-tool

Taps toelopend vierkant gereedschap

Er zijn veel voorraadtoolpaden die een overhang kunnen hebben, inclusief aanschuingereedschappen.
Modeltoolpaden hebben veel meer vergelijkbare situaties.
Dit is de reden dat alle toolpaden moeten worden gesimuleerd voordat het bestand op de machine wordt geplaatst.
Deze afbeelding toont een afschuiningstool.

OneCNCXR8 versie 62.73 is nu beschikbaar in de OneCNC Update Server voor alle OneCNCXR8-gebruikers met een licentie.
OneCNC-updates
OneCNCXP 5.23
Juli 31 2003
OneCNCXP 5,27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003