OneCNCXR8, version 63.08
Version 63.06 de OneCNCXR8
Nouvelle version passionnante de OneCNCXR8
Les utilisateurs de OneCNC ont demandé cette fonction et nous sommes maintenant ravis de la fournir.
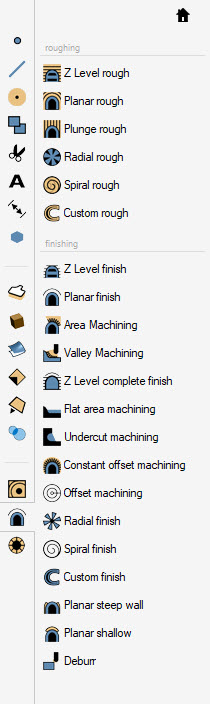
Cette version est une version majeure car elle inclut la version des nouvelles fonctions d'ébavurage d'usinage. Ces nouvelles fonctions sont disponibles dans les versions moulin OneCNCXR8 Mill Expert. OneCNCXR8 Expert Version la fonction Deburr est dans les trajectoires d'outil du modèle
Pour les utilisateurs qui ont ajouté la fonction 5 axes 3 + 2 au OneCNCXR8 Mill Expert, une nouvelle fonction d'ébavurage 5 axes est incluse dans les parcours d'outils du modèle 5 axes.
Aperçu de l'ébavurage
L'ébavurage est une méthode à grande vitesse de programmation et d'ébavurage à la machine CNC de composants modélisés.
L'ébavurage ne doit pas être confondu avec une fonction de chanfreinage car le chanfrein est une méthode différente utilisant différents outils.
L'ébavurage est conçu comme une «fonction d'ébavurage» automatisée utilisant spécifiquement un «broyeur à boulets» et n'utilise pas d'outil de type chanfrein ou d'outils coniques.
La fonction d'ébavurage nécessite un «modèle unique valide» et n'ébavure pas le style «surfaces ou géométrie» ou les pièces STL car un modèle doit avoir des arêtes 3D précises pour créer les décalages 3D spéciaux requis.
Le modèle doit être un modèle à région unique valide. L'ébavurage OneCNC peut être utilisé sur plusieurs modèles, mais les modèles ne doivent pas se toucher et doivent être séparés avec une distance de dégagement d'usinage d'outil suffisante entre les modèles ou contrôlés par une limite.
Le modèle ne doit pas être modélisé avec la distance «ébavurage» déjà modélisée sur le modèle car les modélisateurs populaires que nous avons testés ne sont pas facilement capables de modéliser correctement un bord d'ébavurage.
Les modèles qui ne sont pas des modèles valides uniques utilisent d'autres fonctions d'usinage OneCNC pour traiter ces modèles.
OneCNC utilise la technologie planaire spatiale 3D pour maintenir correctement le décalage 3D correct afin d'effectuer l'ébavurage constant à l'aide d'un broyeur à boulets.
La vidéo Deburr https://youtu.be/2bIhFDMZGpg montre des exemples de capacité de décalage spatial 3D autour des bords 3D coniques et radiaux ainsi que des trous et des bords aveugles.
L'installation de OneCNC comprend 2 exemples de modèles dans le répertoire d'exemples OneCNCXR8, un pour l'ébavurage à 3 axes et un pour l'ébavurage à 5 axes qui ont été usinés dans nos routines de test et incluent des arêtes de décalage 3D difficiles connues. Vous pouvez voir dans ces exemples ce qui est requis dans le décalage spatial 3D pour effectuer automatiquement l'ébavurage avec précision.
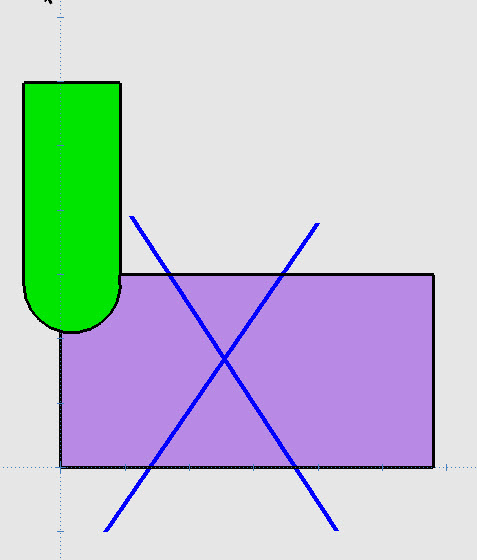
Ce graphique montre une arête difficile à ébavurer.

Étant donné que l'ébavurage ne doit généralement être que de 0,15 mm (0,006 po), il doit être précis pour fonctionner correctement, car il est si facile de voir s'il n'est pas correct.
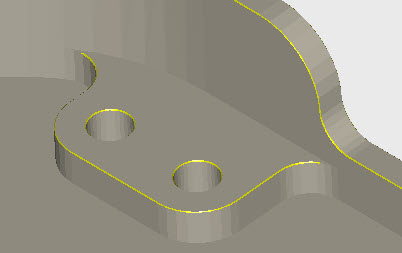
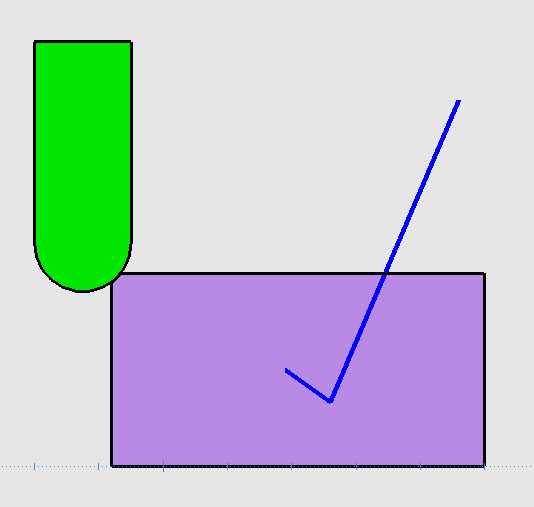
Par exemple, ébavurer un trou sur une paroi conique, le décalage spatial 3D modifie à l'infini le décalage tout autour du périmètre du trou.
Ce graphique montre l'ébavurage autour du bord d'un trou coudé.

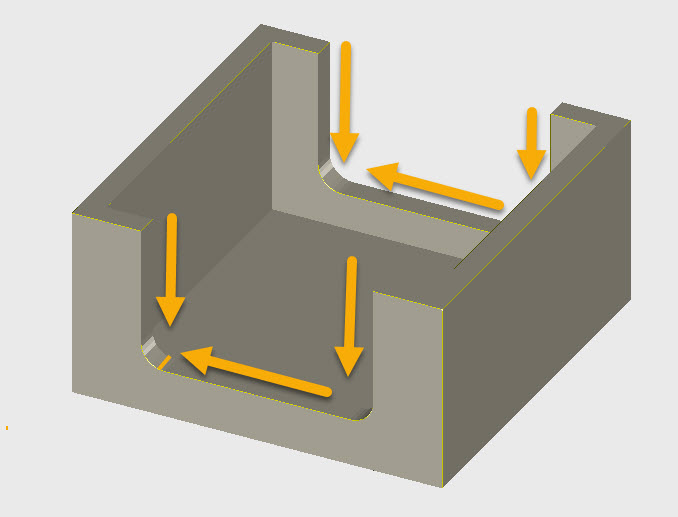
Lors de l'usinage, un contrôle directionnel d'ébavurage est principalement le chemin le plus court avec une logique de commande sur les bords qui contiennent des mouvements verticaux pour garantir que l'ébavurage est toujours effectué dans le sens descendant pour éviter la rupture d'outil qui se produirait lors de mouvements ascendants sur des bords verticaux. Pour cette raison, les arêtes sont effectuées de manière bidirectionnelle plutôt que par fraisage en montée. Des tests pratiques approfondis ont été effectués pour garantir les meilleures méthodes bidirectionnelles et en raison de la taille de l'outil par rapport à la distance d'ébavurage en utilisant une vitesse de broche élevée.
Paramètres d'ébavurage
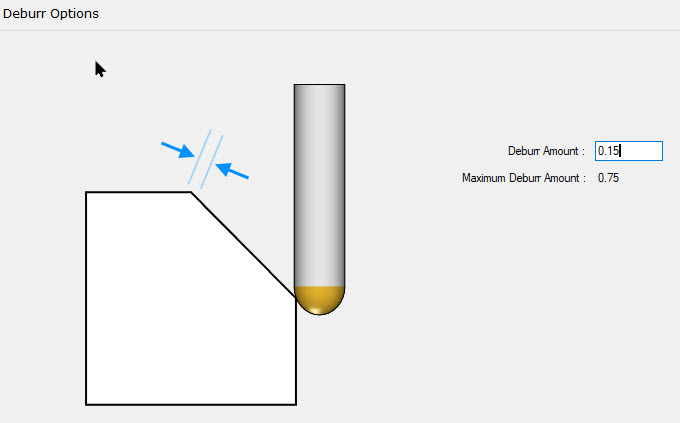
Les réglages d'ébavurage ont été automatisés et simplifiés et tout ce qui est requis est la taille de l'outil et la distance d'ébavurage. La distance entre l'ébavurage et les extrémités borgnes ou les bossages et les autres parties du modèle sont entièrement automatisées avec la tolérance de finition.
La distance de réglage d'ébavurage la plus courante est de 0,15 mm (0,006 po) à l'aide d'un broyeur à boulets de 3 mm (0,125 po) ou moins.
L'outil de plus petite taille est préférable car il permet d'ébavurer plus près des extrémités aveugles.
La quantité d'ébavurage est limitée à 0,25% du diamètre de l'outil. Ceci est principalement dû au guidage de l'utilisation préférée de la distance d'ébavurage pour éviter une taille d'ébavurage excessive pour contrecarrer l'objectif de l'ébavurage. L'utilisation de petits outils et de passes à grande vitesse nécessite une distance d'ébavurage minimale pour éviter la rupture de l'outil.
Le réglage typique d'ébavurage en utilisant ressemblerait à ceci
Les arêtes d'ébavurage peuvent être sélectionnées individuellement en cliquant simplement sur l'arête par le curseur ou en utilisant l'une des méthodes automatisées de contrôle de pièce ou de limite.
Il existe un autre ajout majeur à OneCNCXR8 dans cette version.
DWG / DXF
OneCNC a développé une nouvelle fonction d'exportation d'importation DXF et DWG complète pour OneCNCXR8. Poursuivre notre développement continu pour la norme Industrie 4.0.
OneCNCXR8 version 63.08 est désormais disponible dans le gestionnaire de fichiers OneCNC.
Mises à jour OneCNC
OneCNCXP 5.23
Juil 31 2003
OneCNCXP 5.27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003