OneCNCXR8 versión 63.08
OneCNCXR8 Versión lanzamiento 63.06
Emocionante nuevo lanzamiento de OneCNCXR8
Los usuarios de OneCNC han estado solicitando esta función y ahora nos complace ofrecerla.
Esta versión es una versión importante porque incluye el lanzamiento de las nuevas funciones de desbarbado de mecanizado. Estas nuevas funciones están disponibles en las versiones de molino OneCNCXR8 Mill Expert. OneCNCXR8 Expert Version la función Deburr está en las trayectorias de herramientas del modelo
Para los usuarios que tienen la función de 5 ejes 3 + 2 agregada al OneCNCXR8 Mill Expert, hay una nueva función de desbarbado de 5 ejes incluida en las trayectorias del modelo de 5 ejes.
Descripción general de desbarbado
El desbarbado es un método de alta velocidad de programación y desbarbado de componentes modelados mediante máquina CNC.
El desbarbado no debe confundirse con una función de achaflanado porque el achaflanado es un método diferente que utiliza diferentes herramientas.
El desbarbado está diseñado como una "función de desbarbado" automatizada que utiliza específicamente un "molino de bolas" y no utiliza una herramienta de tipo biselado o herramientas cónicas.
La función de desbarbado requiere un "modelo único válido" y no desbarba el estilo de "superficies o geometría" o piezas STL porque un modelo debe tener bordes 3D precisos para crear los desplazamientos 3D especiales requeridos.
El modelo debe ser un modelo de región única válido. El desbarbado OneCNC se puede utilizar en varios modelos, pero los modelos no deben tocarse y deben estar separados con suficiente distancia de mecanizado de herramientas entre los modelos o controlados por límite.
El modelo no debe modelarse con la distancia de "desbarbado" ya modelada en el modelo porque los modeladores populares que hemos probado no son capaces de modelar correctamente un borde de desbarbado.
Los modelos que no son modelos válidos singulares utilizan otras funciones de mecanizado de OneCNC para procesar esos modelos.
OneCNC utiliza tecnología planar espacial 3D para mantener correctamente el desplazamiento 3D correcto para realizar el desbarbado constante utilizando un molino de bolas.
El video de Deburr https://youtu.be/2bIhFDMZGpg muestra ejemplos de la capacidad de desplazamiento espacial 3D alrededor de bordes 3D ahusados y radiales, así como agujeros y bordes ciegos.
La instalación de OneCNC incluye 2 modelos de muestra en el directorio de muestras de OneCNCXR8, uno para el desbarbado de 3 ejes y otro para el desbarbado de 5 ejes que se mecanizaron en nuestras rutinas de prueba e incluyen bordes de compensación 3D difíciles conocidos. Puede ver en esas muestras lo que se requiere en el desplazamiento espacial 3D para realizar el desbarbado con precisión de forma automática.
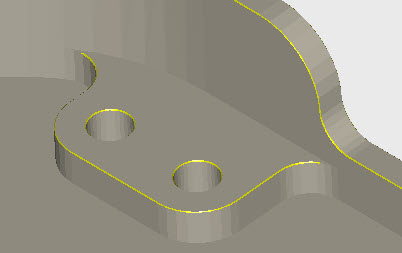
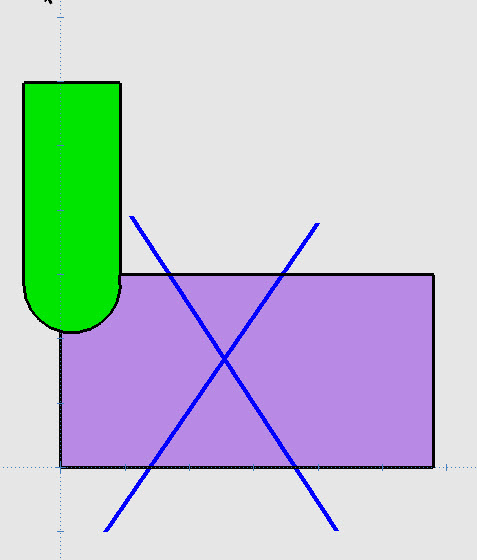
Este gráfico muestra un borde típico difícil de desbarbar.

Debido a que generalmente solo se requiere que el desbarbado sea de 0.15 mm (.006 pulg.), Debe ser preciso para funcionar correctamente porque se ve fácilmente si no es correcto.
Por ejemplo, al desbarbar un agujero en una pared ahusada, el desplazamiento espacial 3D cambia infinitamente el desplazamiento en todo el perímetro del agujero.
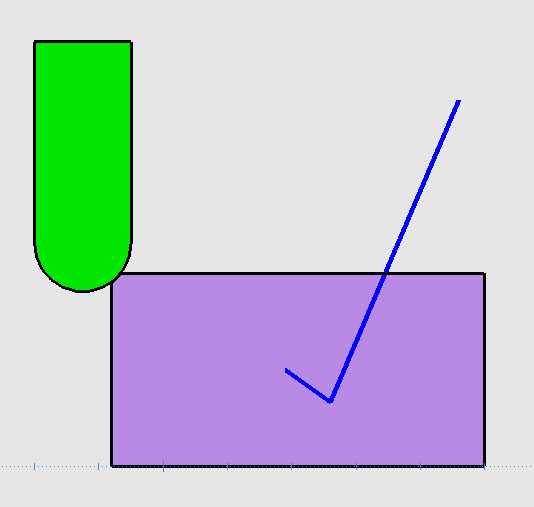
Este gráfico muestra el desbarbado alrededor del borde de un agujero en ángulo.

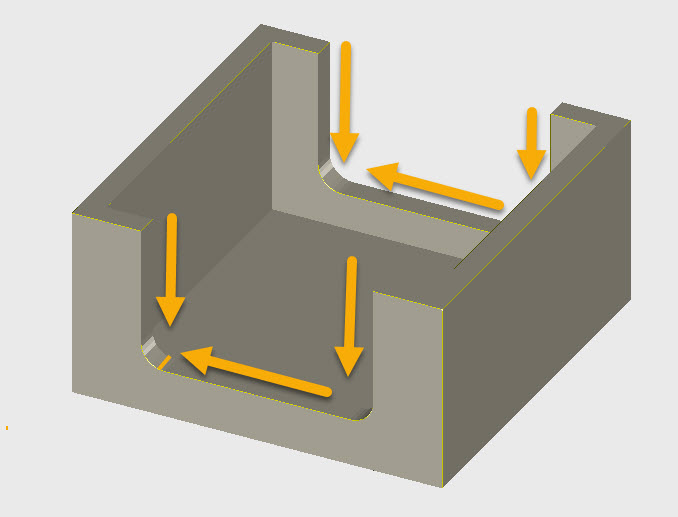
Cuando se mecaniza, un control direccional de desbarbado es predominantemente la ruta más corta con lógica de control en los bordes que contienen movimientos verticales para garantizar que el desbarbado se realice siempre en la dirección hacia abajo para evitar la rotura de la herramienta que sucedería en los movimientos hacia arriba en los bordes verticales. Debido a esto, los bordes se realizan de forma bidireccional en lugar de un fresado ascendente. Se llevaron a cabo pruebas prácticas exhaustivas para asegurar los mejores métodos bidireccionales y debido al tamaño de la herramienta en comparación con la distancia de desbarbado utilizando alta velocidad de husillo.
Configuración de desbarbado
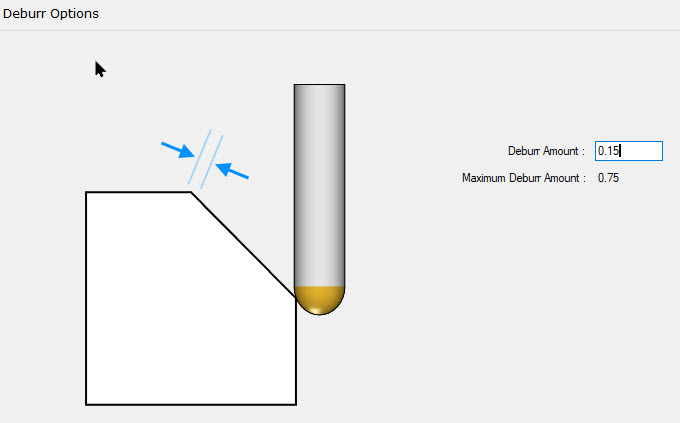
Los ajustes de desbarbado se han automatizado y simplificado y todo lo que se requiere es el tamaño de la herramienta y la distancia de desbarbado. La distancia entre desbarbado y extremos ciegos o protuberancias y otras partes del modelo están totalmente automatizadas junto con la tolerancia de acabado.
La distancia de ajuste de desbarbado más popular es de 0,15 mm (0,006 pulg.) Utilizando un molino de bolas de 3 mm (.125 pulg.) O más pequeño.
Es preferible la herramienta de menor tamaño porque permite desbarbar más cerca de los extremos ciegos.
La cantidad de desbarbado se limita al 0,25% del diámetro de la herramienta. Esto se debe principalmente a guiar el uso preferido de la distancia de desbarbado para evitar un tamaño de desbarbado excesivo y anular el propósito de desbarbado. El uso de herramientas pequeñas y pasadas de alta velocidad requiere una distancia mínima de desbarbado para evitar la rotura de la herramienta.
El ajuste típico de desbarbado que se usa se vería así
Los bordes de desbarbado se pueden seleccionar individualmente con solo hacer clic con el cursor en el borde o usar uno de los métodos automatizados de control de partes o límites.
Hay otra adición importante a OneCNCXR8 en esta versión.
DWG / DXF
OneCNC ha desarrollado una función de exportación de importación DXF y DWG completamente nueva para OneCNCXR8. Continuando con nuestro desarrollo continuo para el estándar Industry 4.0.
OneCNCXR8 Versión 63.08 ahora está disponible en el Administrador de archivos OneCNC.
Actualizaciones de OneCNC
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sept 05 2003
OneCNCXP 5.29
Sept 12 2003