OneCNCXR8 version 62.61
La version 62.61 de OneCNCXR8 est maintenant disponible
OneCNC est heureux d'annoncer encore une fois quelques nouvelles fonctionnalités formidables pour améliorer le logiciel.
Temps de parcours d'outil Les calculs sont maintenant ajoutés.
Tours d'outil de tour
Les parcours d'outils du tour ont de nouveaux temps approximatifs améliorés pour les parcours d'outils
Cela s'applique à toutes les versions du tour OneCNCXR8
Les paramètres du tour utilisant le calcul du temps CSS émulent désormais le contrôle de la vitesse de surface constante de la machine pour créer une approximation du temps similaire aux temps d'usinage réels de la machine.
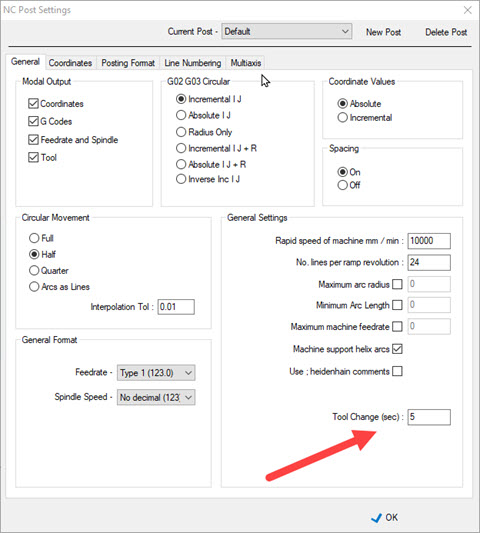
Il y a maintenant un paramètre dans le poste de tour pour le temps de changement d'outil qui devrait être réglé sur le temps que votre machine prend en moyenne pour changer d'outils. Selon la taille et le nombre d'outils dans la tourelle, une durée approximative doit être ajoutée au poteau pour convenir au temps moyen nécessaire. En raison de la variation de temps qui peut varier en fonction de la prochaine position de l'outil dans la tourelle, vous devez utiliser un temps moyen adapté.
Les paramètres du tour utilisant la méthode de programmation RPM sont également calculés et traités avec ces calculs de temps améliorés.
Une nouvelle variable de temps de changement d'outil a été ajoutée au message.
Parcours d'outils de fraisage
Les parcours d'outils du tour ont de nouveaux temps approximatifs améliorés pour les parcours d'outils
Cela s'applique à toutes les versions de OneCNC Mill
Le calcul du temps de fraisage émule maintenant les cycles de la machine pour le forage afin de créer une approximation de temps similaire aux temps de forage réels de la machine.
Il y a maintenant un paramètre dans le poste de fraisage pour le temps de changement d'outil qui doit être réglé sur le temps que votre machine prend en moyenne pour changer d'outils. Selon la taille et le nombre d'outils dans le carrousel du broyeur, une durée approximative doit être ajoutée au poteau pour convenir au temps moyen nécessaire. En raison de la variation de temps qui peut varier en fonction de la prochaine position de l'outil dans le carrousel, vous devez utiliser un temps moyen adapté. Cela devrait convenir au fait que certaines machines disposent déjà du prochain outil sans avoir à indexer le carrousel.
Une nouvelle variable de temps de changement d'outil a été ajoutée au message.
Autres modifications et ajouts
Ce sont les principaux changements et correctifs de cette version
Moulin traditionnel de poche
La poche traditionnelle du broyeur a été améliorée pour mieux gérer l'utilisation de l'entrée hélicoïdale dans les espaces confinés. Il faut toujours veiller à ce que la taille de l'hélice corresponde aux limites, car s'il n'y a pas assez de place, elle reviendra au choix de l'entrée en plongée ou en rampe.
Assistance: Lathe Prime
Des améliorations ont été apportées à la fonctionnalité des parcours d'outils d'insertion Prime B. Si vous utilisez cet insert, vérifiez simplement votre fichier d'outils pour vous assurer que l'angle de fuite est réglé à 5 degrés et non à 25 degrés. Cette pointe est essentiellement une pointe tournante et orientée et certains utilisateurs tentaient de l'utiliser comme pointe de rainurage.
Modélisation améliorée
Il y a une amélioration majeure à la modélisation interne du noyau. Cela inclut la fonctionnalité de fusion et de suppression de congé des composants du modèle. L'amélioration de la modélisation peut également affecter l'importation de modèles car les modèles sont créés lors de l'importation.
Fichier d'aide
Le fichier d'aide (anglais) a été amélioré maintenant avec l'inclusion de toutes les fonctionnalités de base de newOneCNCXR8.
Tutoriel du menu d'aide
Les liens du didacticiel du menu d'aide ont été corrigés pour ouvrir les didacticiels
Les langues
La traduction en allemand a été mise à jour
La traduction en japonais a été mise à jour
Fonction de coupe en ciseaux
La fonction «croquis» de Ciseaux a été corrigée.
Liste d'outils
La liste d'outils a été mise à jour pour corriger les angles de fuite des pointes Prime de type B. Cette nouvelle liste d'outils mise à jour s'appelle désormais Default_Library_metric.xml
Profil de l'usine
La fonction de profil de fraisage avait un problème lorsque l'outil se rétractait si le rayon à couper était inférieur au rayon de l'outil. Ceci est maintenant corrigé.
Cette version 62.61 de OneCNCXR8 est disponible à partir du serveur de mise à jour OneCNC
Mises à jour OneCNC
OneCNCXP 5.23
Juil 31 2003
OneCNCXP 5.27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003