OneCNCXR2 7,51
Opdater 7.51 Udgivet maj 3, 2006
Opdater 7.51 har ny funktionalitet
Hvad er i denne opdatering:
Denne nye opdatering til XR2 Milling software er den mest omfattende midten serie opdatering i historie OneCNC. OneCNCXR2 kun brugere nødt til mulighed for at få den sidste nye teknologi uden ekstra omkostninger. Hvis en CD-ROM kræves der et gebyr for det så godt som en ekstra omkostning for post og håndtering. Kontakt din salgskontor, hvis en CD-ROM er påkrævet.
Denne opdatering er tilgængelig for alle licens bruger for automatisk opdatering kontrol og vil være tilgængelig fra den automatiske opdatering sektionen.
Vi viser her, at vi lytter til vores brugere og tilføje hvor mulige funktioner anmodet sammen med vores egen løbende progressiv udvikling i overensstemmelse med den fortsatte indførelse af ny teknologi.
Ikke alle individuelle anmodninger få tilføjet, fordi vi har nu 10.000 individuelle systemer derude med måske mere end 15.000 individuelle brugere, og selvfølgelig har vi kun én software. Dette naturligvis bliver en gigantisk operation, og nogle gange en ny funktion eller funktion er en afvejning for nogle brugere til hvad de kan lide, men for mange andre lige, hvad de ledte efter.
Det er også vigtigt, da vi tilføje funktionalitet, at vi ikke mister appellen af softwaren er nem at bruge. Det er let at tilføje klokker og fløjter og gøre det svært at bruge, men vanskeligt at gennemføre mange funktioner, mens den faktisk øge brugervenligheden.
Vi har en loyal skare af betatestere, der bistår os, og det er med deres dedikerede bistand, som vi er i stand til at bringe dig en så høj grad af integritet i vores OneCNCXR software.
I det væsentlige, hvad denne opdatering indeholder:
Ny turbo hastighed til oprettelse af værktøjsbaner meget mærkbar med store Z niveau skrub, hvor hastigheden af skabelsen er fra 2 til 10 gange hurtigere end tidligere versioner. Selvom dette ikke er opført som en ny funktion er det en dramatisk forbedring og en spændende én for superbrugere.
Facing med interne grænser.
1.. Indkasserer funktion har nye evne til at afslutte med det samme værktøj som skrubning.
2. Indkasserer nu har separat indgang og udgang på finish cut.
3. Pocket-funktioner har mulighed for finish af bunden ved hjælp af sidste snit.
4.. Nyt evne til uafhængig hastighed og foder over-ride i lommen slut
5.. Finish feed af lommen og hastighed uafhængig eller en procentdel af skrub.
6.. Pocket har 3 typer af finish på brugerdefinerede niveauer skrub niveauer eller den fulde dybde.
7.. Profil funktion har evnen til at afslutte med det samme værktøj som skrubning
8.. Profil funktion har flere skrub nedskæringer.
9.. Profil har uafhængig automatisk indrejse og udrejse.
10.. Profil har mulighed for tilpassede slut feeds og hastigheder.
11.. Profil funktion har finish af bunden ved hjælp af sidste snit
12.. Profil-funktion med brugerdefinerede slut nedskæringer for efterbehandling handy for koniske profiler
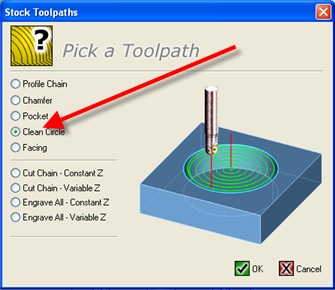
13.. Clean Circle funktion har evnen til at afslutte med det samme værktøj som skrubning
14.. Clean Circle har automatisk adgang exit af skrub og slut
15.. Cirkelfræsning funktion har finish af bunden ved hjælp af sidste snit
16.. Cirkelfræsning havde tilspidsning tilsættes nu.
17.. Finishen feed af den rene cirkel og hastighed uafhængigt eller en procentdel af skrub
18.. Afgrater funktion omfatter ny uafhængig indgang udgang til snittet.
19.. Nybyggeri plan for skærm flyet
20.. Nyt evne i post til boring at have XY ved første position
21, New evnen til at have et værktøj pre-opkald i værktøjsskift at kalde det næste værktøj klar
22.. Ny evne i stillingen for værktøjet ændring at have XY position før indkaldelsen af værktøjs-længde comp Ny evne til at duplikere en gruppe i NC manager
23. Ny mulighed for at kopiere en funktion i NC manager
24.. Ny dongle sikkerhed i beredskab til en ny dongle serie specielt lavet til OneCNC
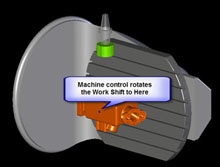
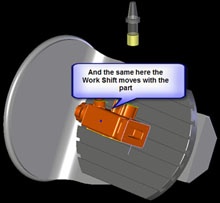
25.. Ny arbejdshold evne i NC manager New Work Shift evne til multi akse, hvor maskinen kræver arbejdshold, der skal roteres med den del,
26.. Ny arbejdshold kontrol for at tillade afbrydelsen af rotationen af arbejdshold for de faste holdning maskiner
27.. Ny Multi Axis evne til at håndtere retningskontrol på X-og Y-aksen i realtid i stillingen
28.. Ny evne til at styre nøjagtigt billede af de real-time maskinens bevægelser af multi akse
29.. DNC link er blevet ændret passer bedre til håndtering og lagring af store filer
30.. Omfattende tillæg til 10 sprog samt Unicode support nu i DNC editor.
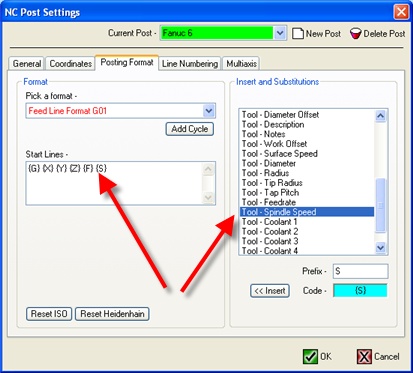
31.. Stillingen G01 kan nu inkludere {S} at tillade spindelhastigheden over-ride til slut nedskæringer
32.. Markeringsværktøjet er blevet modificeret til at have forbedret sikkerheden logik gran realtid udvælgelse af forskydningerne længde og diameter og evnen til brugerdefinerede redigere disse registre.
33.. Trunnion støtte til de forskellige mainstream maskiner som Haas Hermle DMG Mikron for visuel real-time preview af maskinens betjening.
34.. Nyhedsbrevet link kan nu findes under fanen OneCNC Today.
35.. Du kan nu vælge extrude overflade, selvom overfladen kan være en del af en solid at ekstrudere det faste stof.
36.. Ny feature tilføjet i Filer> Egenskaber> farver> for at vælge en farve til arbejde skift bolden indikator.
Plus mange andre forbedringer og justeringer, som ikke specifikt er anført her.
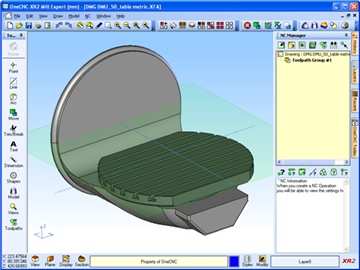
Byggeri Plane
Denne nye konstruktion plan giver mulighed for flyet at være skabt af den aktuelle visning flyet.
Nybyggeri plan for skærm flyet er praktisk til at positionere flyet for multi akse arbejde, hvor området for at være maskiner set fremgår forhindringer. Dette er fordi du kan indstille bearbejdningsniveau til konstruktionen flyet. Dette kan gøres ved at skabe en grænse eller en grad overflade osv.

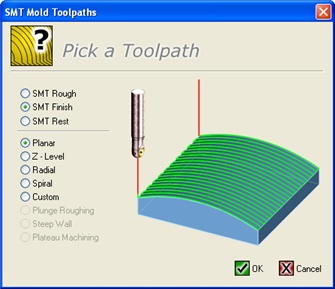
SMT Værktøjsbane s
SMT Værktøjsbane er blevet optimeret i en grad nu, at de er 2-10 gange hurtigere end tidligere på store filer, fordi vi har indarbejdet ny Turbo Technology. Dette er meget mærkbar på Z niveau skrub-og sletbearbejdning muliggør finish tolerance bliver sat stramt og stadig beregne i rimelig tid.
Selvom dette ikke er opført som en ny funktion er det en dramatisk forbedring og en spændende én for superbrugere.
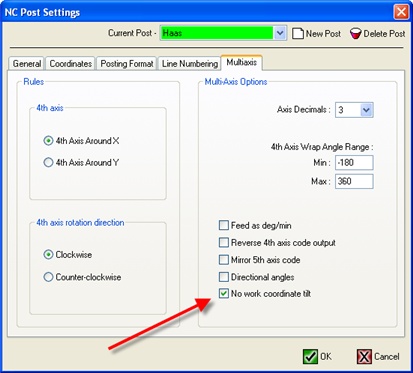
Multi akset bearbejdning
Multi akset bearbejdning har nu mulighed for at have retningsbestemt kontrol over både 4. og 5. akse. I 5 akse mode vigtigste 4th akse kan være omkring X-eller Y-aksen.
Trunnion Support
Support er nu tilgængelig for alle mainstream maskiner Haas Micron Hermle DMG for at nævne et par stykker, der er blevet installeret i de sidste par måneder.
Trunnion modeller for fuld simulation forhåndsvisning kontrol for programmets integritet er blevet gjort tilgængelige for download fra OneCNC nyhedsbrev service.
Nedenfor viser en DMG centraldrejebeslag fra deres DMU50 maskine, som vi for nylig har installeret både Siemens og Heidenhain maskinstyringer.
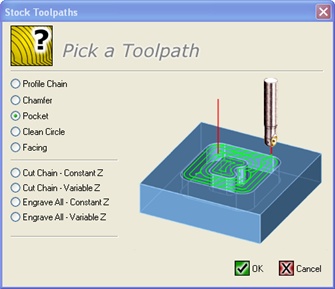
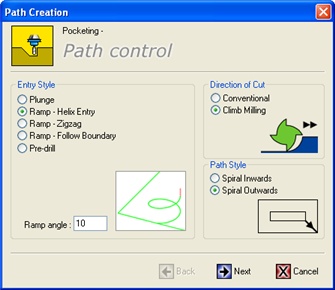
Pocket Funktion
Indkasserer funktionen har nu mulighed for at slutte af med det samme værktøj som skrubning med automatisk indgang udgang for start og slut af finish cut.
Nye mulighed i lommen funktioner til finish af bunden ved hjælp af sidste snit.
Nyt evne til uafhængig indrejse og udrejse af snit i lommen slut
Ny mulighed for at tilpasse finish feed af lommen og hastighed uafhængig eller en procentdel af skrubning.
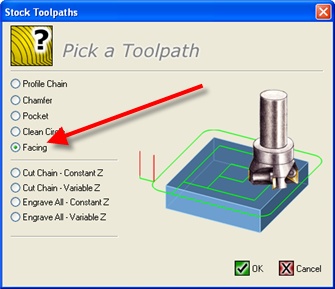
Den første dialog på Stock værktøjsbaner der er ingen ændring, og valgene er bare det samme.
Den næste dialog er også den samme, så der er ingen nye indstillinger til at lære her.
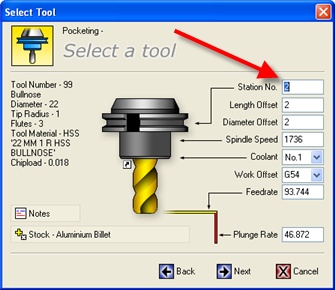
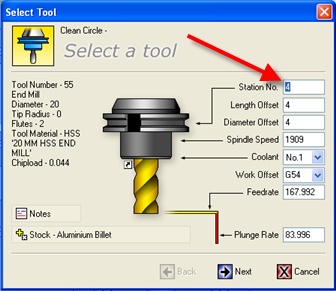
Dialogen markeringsværktøj Den har en funktionalitet forandring.
Nummer Stationen har nye automatiske sikkerheds-teknologi for at muliggøre ændringer i forskydninger.
Der er ikke ingen rubrik for udvælgelse af værktøjet. Nummer Stationen enten kommer fra værktøjet biblioteket på udvælgelse af værktøjet, eller du bare skrive i nummeret på stationen. Det er gjort på denne måde, så som du indtaster værktøj nummer længde offset og diameteren offset indstilles automatisk.
Den korrekte metode til valg og indstilling et værktøj
Når denne dialogboks vises den første ting at gøre, er at vælge værktøjet før alle andre indstillinger.
1.. Vælg værktøj
2. Vælg Station Number (længde og diameter offsite vil ændre sig)
Kontroller, at længde og diameter offset er korrekte
3. Vælg materiale (medmindre den allerede er indstillet)
4.. Vælg kølevæske (medmindre den allerede er indstillet)
5.. Vælg nulpunktsforskydning (medmindre den allerede er indstillet)
Klik på Næste.
Bemærk:
Når du har indstillet værktøjet og forskydninger er det nu muligt for dig at ændre offset til brugerdefinerede tal snarere end de samme numre, hvis det kræves, og de vil forblive indstillet.
Hvis du redigerer forskydninger på et senere tidspunkt vil de forblive sæt.
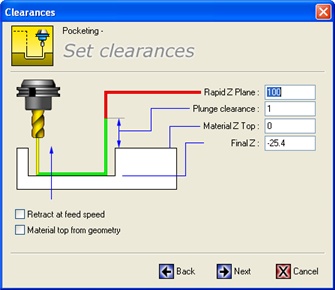
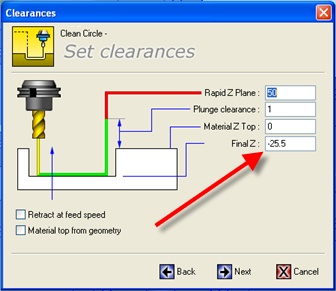
Dialogen sæt frirum er bare det samme som før.
Final Z
Dette er den værdi i absolut værdi eller værdien fra den valgte geometri grænse af lommen som defineret af tagging Material Top fra geometri.
Materiale Top Fra Geometry
Du har mulighed for at vælge, at Z-værdi af lommerne er fra et absolut Z-værdi eller det Z-værdi kan gøres på samme måde som den valgte lomme grænse geometri.
Special Advarsel Bemærk:
Vi understreger også på dette punkt Z clearance flyet skal altid sættes over klemme højde eller en anden forhindring højde på den del, der bearbejdes, således at når værktøjet strømfald over arbejde, det vil altid være i feltet position for fuldstændig sikkerhed.
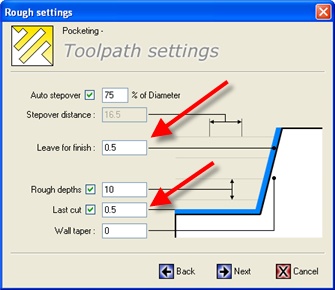
Denne næste dialogboks viser den ny teknologi til skrub-og sletbearbejdning af lommen.
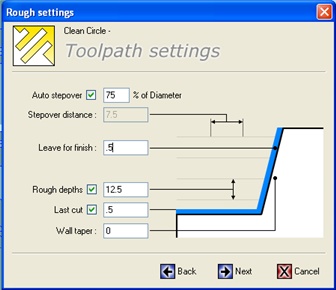
Rough Indstillinger
Automatisk Step Over
Den automatiske trin kan over forbliver sat, når det ønskede trin i løbet er etableret. Det skridt slut for lommetyveri er normalt omkring 50%, selv om dette kan indstilles til den ønskede mængde, så længe det renser lommen. Dette kan kontrolleres ved at køre simulering og hvis det ikke er rense procent kan ændres uden at skulle vælge en anden lomme.
Træd Over Afstand
Hvis du ønsker, at træde over at være en nøjagtig afstand bare un tag auto skridt igen og indsætte værdien kræves i trin over afstand box som ikke vil blive nedtonet, når ukodet.
Efterlad For Finish
Dette er den værdi for det beløb, du kommer til at forlade for finish snit, der vil blive udført i den næste dialogboks.
Særlig bemærkning om uslebne dybder:
Rough Dybder
Dette er værdien af den aktuelle snit dybde og er "ikke en gennemsnitlig dybde længere", men snarere den aktuelle snit dybde beløb.
Sidste Cut
Dette er værdien af den endelige cut i bunden af lommen som effektivt bliver finish cut på bunden.
Wall Taper
En tilspidsning er de faktiske grader af tilspidsning på væggen af lommen.
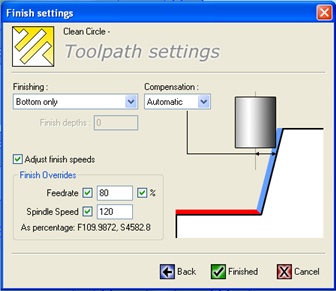
Udfor
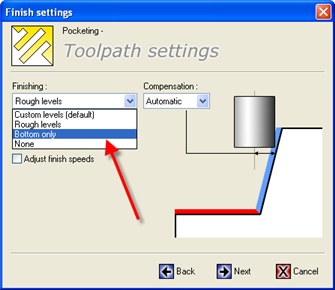
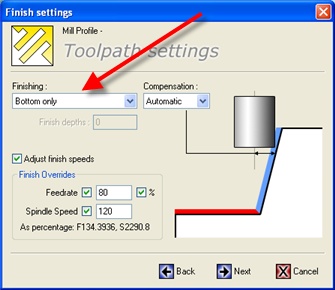
Det er her, du sætter funktionalitet finish. Dette sker uanset om du har angivet en værdi for slut indstillet på de uslebne dialogboksen indstillinger.
I de uslebne dialogbokse indstillinger, hvis du angiver en værdi for slut, vil det blive anvendt til målstregen. Selv hvis du ikke har en værdi sæt der det vil udføre finish dybest set som en fjeder snit.
Finishen kan indstilles:
Rough Niveauer
Dette vil bruge det samme værktøj som skrub-og udføre slut snit på samme niveau, som blev brugt til roughing det kaldes derfor Rough Levels.
Kun Bottom
Hvis dette bruges det vil udføre finish i et snit på den fulde dybde af lommen.
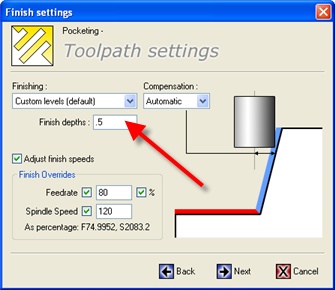
Brugerdefinerede niveauer
Denne værdi kan du indstille på finish dybde, som du har brug for. For eksempel, hvis lommen har væg taper du kan sætte denne fine og bruge en kuglemølle med en lille spids radius og gøre fint dybde overflade passerer.
Dette billede viser de brugerdefinerede niveauer
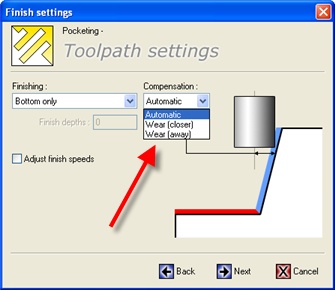
Værktøj Erstatning:
Du har 3 valgmuligheder her
Automatisk
Det er her OneCNC automatisk vil opveje kniven ved hjælp af radius værdi fra værktøjet bibliotek og er den anbefalede form for kompensation.
Bær (Closer)
Denne indstilling bruger den automatiske offset og anvender offset koder til maskinen, så du kan have tolerance kontrol af værktøjet på din maskine kontrol til styring af snævre tolerancer.
Bær (Away)
Denne indstilling bruger den automatiske offset og anvender offset koder til maskinen, så du kan have tolerance kontrol af værktøjet på din maskine kontrol til styring af snævre tolerancer.
Særlig Advarsel om brugen af Wear Closer eller Away
Når du bruger denne funktion, skal det anvendes med forsigtighed og omhu. Det kræver at du har en nul værdi for værktøjs-diameter i kontrollen, fordi softwaren er automatisk indstilling til værktøjet. Den eneste værdi, som du skal bruge på maskinen kontrol ville være den tolerance beløb, du har brug for at justere ved at holde tolerance størrelse du ønsker.
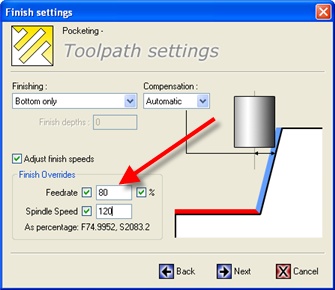
Finish Over Ride
Juster Finish Hastigheder
Hvis du tagge justere slut hastigheder det vil tillade dig at bruge en anden tilspænding og hastighed med den skrub.
Tagge justere kun drejer justeringen evne på. Det tænder ikke hastighed eller variation feed. Det tændes ved at tagge foderet eller hastighed tag kassen.
Hvis du tagge denne boksene vises som vist. Du kan enten indtaste de faktiske værdier for tilspænding og hastighed, eller du kan gøre det til en procentdel af de oprindelige feeds og hastigheder.
For at du kan bruge denne funktion, du måtte have til at udføre følgende.
En ny bruger med en ren installation
Du behøver ikke at gøre noget, som reguleringen allerede er gjort for at dit indlæg.
For eksisterende OneCNC brugere
Hvis du er en eksisterende bruger og har installeret denne opdatering over toppen af din eksisterende software vil du nødt til at justere posten til denne handling til at finde sted i udstationering.
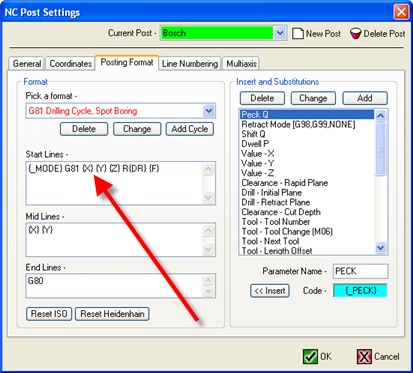
Justering af dit indlæg for at aktivere Spindelhastighed Variation
Bare åbne det indlæg, du bruger, og indsætte {S} i G01 fødeledning format som vist her.
Det er her du indstille din brugerdefinerede tilspænding og hastighed for finish profil.
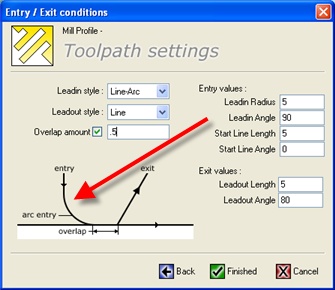
Adgangskrav Exit Betingelser
Dette er den sidste dialogboks, hvor du sætter entry exit forhold. Der er separate indstillinger for ind-og udrejse. Du kan have 3 stilarter af ind-eller udrejse.
Linje
Dette er, hvor du bare har en enkelt linje indgang til ind-eller udrejse
Linje Linje
Det er her du kan få Linje Linje ind-eller udrejse, som til brug i vanskelige områder til at styre retningen og metode ind-eller udrejse. Startlinjen længde er længden på den første linje i indgang, som du har en start linje vinkel, der gælder for det. Den anden linje, som er i spidsen for linjen har også sin egen vinkel kontrol for denne linje en del af ind-eller udrejse. Det anbefales, at du indstiller denne og tilbage plot og se resultaterne indtil du bliver sikker i brugen af det. Enhver tvivl bare SE linje eller linje bue, der er nemmere at bruge.
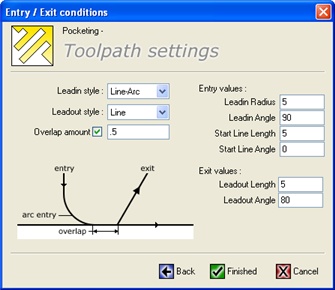
Line Arc
Årsagen til at der er en linje og bue i erstatningen, hvis nogen finder sted på denne første linje før bue, da det ikke er muligt at bruge kompensation direkte på en bue.
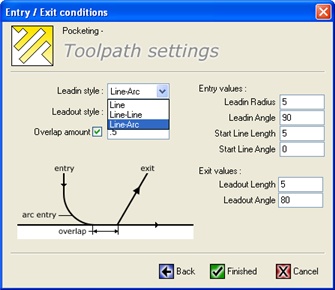
Overlap
Dette er en ekstra indstilling til at sikre en dejlig blanding af finish. Det bør anvendes med forsigtighed med vanskelige lommer og bør aldrig bruges tæt på hjørner eller skarpe vinklede kanter som overlappet kan gå forbi dette punkt. En normal længde for dette bør ikke være større end sige 5% af radius værktøj til en overlapning.
NCManager
NC manager er blevet grundigt ændret nu omfatte dobbeltarbejde grupper og dubletter af funktioner
Duplicate Group
Du dublerer en gruppe bare markere gruppen i lederen, og klik på højre museknap og denne menu vises. Vælg eksemplarer gruppe herfra og hele gruppen skal kopieres.
Denne evne duplikerer alle funktioner i gruppen og skaber det som en ny gruppe kaldet Duplicate af gruppen (navn).

Duplicate Operation
Denne funktion gør det muligt kopi af en bestemt operation.
Du dublerer en operation blot at fremhæve funktionen og klik på højre museknap og vælg eksemplarer drift.

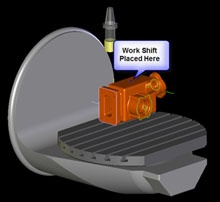
Arbejdshold
Ny arbejdshold evne i NC manager

Det nye arbejde offset er for 3-akset evne, men også passer multi akse evne.
Hvis du ikke vælger det arbejdshold og placere den på din side det vil arbejde lige som det altid har gjort fra trådkorset på skærmen. Det er kun arbejde, hvis du vælger en position væk fra XY nul. At have det på XY nul af trådkorset der er, hvor det er som standard, og viser ikke, da et indlæg, fordi det ville blive slukket på det tidspunkt.
For at bruge denne funktion bare gøre dine Værktøjsbane er på normal vis uden at være bekymret, når Zero XY er. Så når du sender Højreklik på gruppen i nc manager og vælg arbejdshold og placer arbejdshold på positionen af den del, hvor du ønsker det skal være XY nul-position eller Work Koordinere på maskinen. Som standard vil det vise som en lille sort kugle. Hvis du vil have farven på dette at blive tilpasset gå til Egenskaber> Farver> og ændre standard sort til din valgte farve.
Dette giver nu for den del, der skal placeres hvor som helst på skærmen, når programmeringen og arbejdshold kan bruges til at placere arbejdet koordinat XY nul på den del.
For multi-akse, hvor maskinen kræver arbejdshold, der skal roteres med den del,
Ny arbejdshold kontrol for at tillade afbrydelsen af rotationen af arbejdshold for de faste holdning maskiner
Clean Circle Funktion
Ny Clean Circle funktion, der har evnen til at afslutte med det samme værktøj som skrubning med automatiske indrejse exit.
Dialogen markeringsværktøj Den har en funktionalitet forandring.
Nummer Stationen har nye automatiske sikkerheds-teknologi for at muliggøre ændringer i forskydninger.
Der er ikke ingen rubrik for udvælgelse af værktøjet. Nummer Stationen enten kommer fra værktøjet biblioteket på udvælgelse af værktøjet, eller du bare skrive i nummeret på stationen. Det er gjort på denne måde, så som du indtaster værktøj nummer længde offset og diameteren offset indstilles automatisk.
Den korrekte metode til valg og indstilling et værktøj
Når denne dialogboks vises den første ting at gøre, er at vælge værktøjet før alle andre indstillinger.
1.. Vælg værktøj
2. Vælg Station Number (længde og diameter offsite vil ændre sig)
Kontroller, at længde og diameter offset er korrekte
3. Vælg materiale (medmindre den allerede er indstillet)
4.. Vælg kølevæske (medmindre den allerede er indstillet)
5.. Vælg nulpunktsforskydning (medmindre den allerede er indstillet)
Klik på Næste.
Bemærk:
Når du har indstillet værktøjet og forskydninger er det nu muligt for dig at ændre offset til brugerdefinerede tal snarere end de samme numre, hvis det kræves, og de vil forblive indstillet.
Hvis du redigerer forskydninger på et senere tidspunkt vil de forblive sæt.
Dialogen sæt frirum er bare det samme som før.
Final Z
Dette er den værdi i absolut værdi eller værdien fra den valgte geometri grænse af lommen som defineret af tagging Material Top fra geometri.
Materiale Top Fra Geometry
Du har mulighed for at vælge, at Z-værdi af lommerne er fra et absolut Z-værdi eller det Z-værdi kan gøres på samme måde som den valgte lomme grænse geometri.
Special Advarsel Bemærk:
Vi understreger også på dette punkt Z clearance flyet skal altid sættes over klemme højde eller en anden forhindring højde på den del, der bearbejdes, således at når værktøjet strømfald over arbejde, det vil altid være i feltet position for fuldstændig sikkerhed.
Denne næste dialogboks viser den ny teknologi til skrub-og sletbearbejdning af lommen.
Rough Indstillinger
Automatisk Step Over
Den automatiske trin kan over forbliver sat, når det ønskede trin i løbet er etableret. Det skridt slut for ren cirkel er normalt omkring 50%, selv om dette kan indstilles til den ønskede mængde, så længe det renser lommen. Dette kan kontrolleres ved at køre simulering og hvis det ikke er rense procent kan ændres uden at skulle vælge en anden lomme.
Træd Over Afstand
Hvis du ønsker, at træde over at være en nøjagtig afstand bare un tag auto skridt igen og indsætte værdien kræves i trin over afstand box som ikke vil blive nedtonet, når ukodet.
Efterlad For Finish
Dette er den værdi for det beløb, du kommer til at forlade for finish snit, der vil blive udført i den næste dialogboks.
Rough Dybder
Dette er værdien af den aktuelle snit dybde og er ikke et gennemsnit længere, men den faktiske skæredybde beløb.
Sidste Cut
Dette er værdien af den endelige cut i bunden af lommen som effektivt bliver finish cut på bunden.
Wall Taper
En tilspidsning er de faktiske grader af tilspidsning på væggen af lommen.
Finish Over Ride
Juster Finish Hastigheder
Hvis du tagge justere slut hastigheder det vil tillade dig at bruge en anden tilspænding og hastighed med den skrub.
Tagge justere kun drejer justeringen evne på. Det tænder ikke hastighed eller variation feed. Det tændes ved at tagge foderet eller hastighed tag kassen.
Hvis du tagge denne boksene vises som vist. Du kan enten indtaste de faktiske værdier for tilspænding og hastighed, eller du kan gøre det til en procentdel af de oprindelige feeds og hastigheder.
For at du kan bruge denne funktion, du måtte have til at udføre følgende.
En ny bruger med en ren installation
Du behøver ikke at gøre noget, som reguleringen allerede er gjort for at dit indlæg.
For eksisterende OneCNC brugere
Hvis du er en eksisterende bruger og har installeret denne opdatering over toppen af din eksisterende software vil du nødt til at justere posten til denne handling til at finde sted i udstationering.
Justering af dit indlæg for at aktivere Spindelhastighed Variation
Bare åbne det indlæg, du bruger, og indsætte {S} i G01 fødeledning Format.
Værktøj Erstatning:
Du har 4 valg her
Automatisk
Det er her OneCNC automatisk vil opveje kniven ved hjælp af radius værdi fra værktøjet bibliotek og er den anbefalede form for kompensation.
Machine
Denne fræser kompensation passerer koderne til maskinen for at tillade fuld cutter comp kontrol over målstregen pass. Det kræver selvfølgelig, at du har de korrekte registre fastsat i maskinstyring til at håndtere dette korrekt.
Du er nødt til at tage stor omhu i at læse din værktøjsmaskine håndbog for at sikre, at du er i stand til at bruge nogen af de værktøjs-korrektur funktioner.
Hvis du har nogen som helst tvivl om at bruge fræseren kompensation bruge den automatiske indstilling. Denne indstilling OneCNCXR vil automatisk udlignet for brugeren.
Bær (Closer)
Denne indstilling bruger den automatiske offset og anvender offset koder til maskinen, så du kan have tolerance kontrol af værktøjet på din maskine kontrol til styring af snævre tolerancer.
Bær (Away)
Denne indstilling bruger den automatiske offset og anvender offset koder til maskinen, så du kan have tolerance kontrol af værktøjet på din maskine kontrol til styring af snævre tolerancer.
Særlig Advarsel om brugen af Wear Closer eller Away
Når du bruger denne funktion, skal det anvendes med forsigtighed og omhu. Det kræver at du har en nul værdi for værktøjs-diameter i kontrollen, fordi softwaren er automatisk indstilling til værktøjet. Den eneste værdi, som du skal bruge på maskinen kontrol ville være den tolerance beløb, du har brug for at justere ved at holde tolerance størrelse du ønsker.
Facing Funktion
Facing med øer
Den vender funktionen kan nu har interne grænser til overfor. Det er bare et spørgsmål om at vælge den vender afgrænsning samt eventuelle interne grænser. Dette er passende, så længe der ikke er nogen fremspring over vendende plan. Hvis der er fremspring over, der skal undgås er det bedre at bruge Pocket Function.
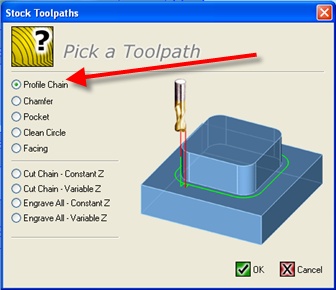
Profile Chain
Profile Chain Funktion
Ny profil funktion, der har evnen til at afslutte med det samme værktøj som skrubning med automatiske indrejse exit.
Den første dialog som vist her under, har ikke ændret det er her du vælge profilen funktion fra.
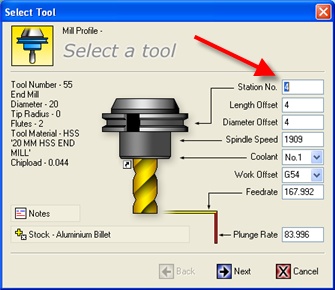
Dialogen markeringsværktøj Den har en funktionalitet forandring.
Nummer Stationen har nye automatiske sikkerheds-teknologi for at muliggøre ændringer i forskydninger.
Der er ikke ingen rubrik for udvælgelse af værktøjet. Nummer Stationen enten kommer fra værktøjet biblioteket på udvælgelse af værktøjet, eller du bare skrive i nummeret på stationen. Det er gjort på denne måde, så som du indtaster værktøj nummer længde offset og diameteren offset indstilles automatisk.
Den korrekte metode til valg og indstilling et værktøj
Når denne dialogboks vises den første ting at gøre, er at vælge værktøjet før alle andre indstillinger.
1.. Vælg værktøj
2. Vælg Station Number (længde og diameter offsite vil ændre sig)
Kontroller, at længde og diameter offset er korrekte
3. Vælg materiale (medmindre den allerede er indstillet)
4.. Vælg kølevæske (medmindre den allerede er indstillet)
5.. Vælg nulpunktsforskydning (medmindre den allerede er indstillet)
Klik på Næste.
Bemærk:
Når du har indstillet værktøjet og forskydninger er det nu muligt for dig at ændre offset til brugerdefinerede tal snarere end de samme numre, hvis det kræves, og de vil forblive indstillet.
Hvis du redigerer forskydninger på et senere tidspunkt vil de forblive sæt.
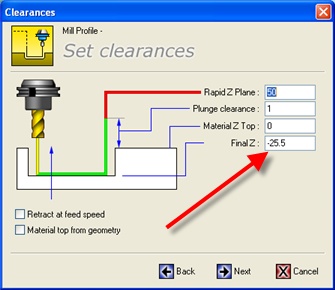
Dialogen sæt frirum er bare det samme som før.
Final Z
Dette er den værdi i absolut værdi eller værdien fra den valgte geometri grænse af lommen som defineret af tagging Material Top fra geometri.
Materiale Top Fra Geometry
Du har mulighed for at vælge, at Z-værdi af lommerne er fra et absolut Z-værdi eller det Z-værdi kan gøres på samme måde som den valgte lomme grænse geometri.
Special Advarsel Bemærk:
Vi understreger også på dette punkt Z clearance flyet skal altid sættes over klemme højde eller en anden forhindring højde på den del, der bearbejdes, således at når værktøjet strømfald over arbejde, det vil altid være i feltet position for fuldstændig sikkerhed.
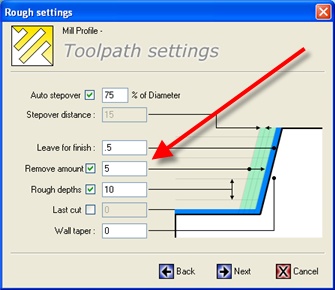
Denne næste dialogboks viser den ny teknologi til skrub-og sletbearbejdning af lommen.
Rough Indstillinger
Automatisk Step Over
Den automatiske trin kan over forbliver sat, når det ønskede trin i løbet er etableret. Det skridt over er normalt omkring 50%, selv om dette kan indstilles til den ønskede mængde. Dette kan kontrolleres ved at køre simulering og hvis det ikke er rense procent kan ændres uden igen at skulle markere kæden.
Træd Over Afstand
Hvis du ønsker, at træde over at være en nøjagtig afstand bare un tag auto skridt igen og indsætte værdien kræves i trin over afstand box som ikke vil blive nedtonet, når ukodet.
Efterlad For Finish
Dette er den værdi for det beløb, du kommer til at forlade for finish snit, der vil blive udført i den næste dialogboks.
Fjern Beløb
Dette er den totale mængde af materiale, der skal fjernes.
For eksempel, hvis du havde en blok 100 MM firkant og du ville have det til at være en færdig størrelse på 90 mm firkantet remove beløb ville være 5mm.
Rough Dybder
Dette er værdien af den aktuelle snit dybde og er ikke et gennemsnit længere, men den faktiske skæredybde beløb.
Sidste Cut
Dette er værdien af den endelige cut i bunden af lommen som effektivt bliver finish cut på bunden.
Wall Taper
En tilspidsning er de faktiske grader af tilspidsning på væggen af lommen.
Finish Over Ride
Juster Finish Hastigheder
Hvis du tagge justere slut hastigheder det vil tillade dig at bruge en anden tilspænding og hastighed med den skrub.
Tagge justere kun drejer justeringen evne på. Det tænder ikke hastighed eller variation feed. Det tændes ved at tagge foderet eller hastighed tag kassen.
Hvis du tagge denne boksene vises som vist. Du kan enten indtaste de faktiske værdier for tilspænding og hastighed, eller du kan gøre det til en procentdel af de oprindelige feeds og hastigheder.
For at du kan bruge denne funktion, du måtte have til at udføre følgende.
En ny bruger med en ren installation
Du behøver ikke at gøre noget, som reguleringen allerede er gjort for at dit indlæg.
For eksisterende OneCNC brugere
Hvis du er en eksisterende bruger og har installeret denne opdatering over toppen af din eksisterende software vil du nødt til at justere posten til denne handling til at finde sted i udstationering.
At tage forklare handling yderligere i denne information opdatering, du vil se en overskrift for Speed og Feed Justering.
Værktøj Erstatning:
Du har 4 valg her
Automatisk
Det er her OneCNC automatisk vil opveje kniven ved hjælp af radius værdi fra værktøjet bibliotek og er den anbefalede form for kompensation.
Machine
Denne fræser kompensation passerer koderne til maskinen for at tillade fuld cutter comp kontrol over målstregen pass. Det kræver selvfølgelig, at du har de korrekte registre fastsat i maskinstyring til at håndtere dette korrekt.
Du er nødt til at tage stor omhu i at læse din værktøjsmaskine håndbog for at sikre, at du er i stand til at bruge nogen af de værktøjs-korrektur funktioner.
Hvis du har nogen som helst tvivl om at bruge fræseren kompensation bruge den automatiske indstilling. Denne indstilling OneCNCXR vil automatisk udlignet for brugeren.
Bær (Closer)
Denne indstilling bruger den automatiske offset og anvender offset koder til maskinen, så du kan have tolerance kontrol af værktøjet på din maskine kontrol til styring af snævre tolerancer.
Bær (Away)
Denne indstilling bruger den automatiske offset og anvender offset koder til maskinen, så du kan have tolerance kontrol af værktøjet på din maskine kontrol til styring af snævre tolerancer.
Særlig Advarsel om brugen af Wear Closer eller Away
Når du bruger denne funktion, skal det anvendes med forsigtighed og omhu. Det kræver at du har en nul værdi for værktøjs-diameter i kontrollen, fordi softwaren er automatisk indstilling til værktøjet. Den eneste værdi, som du skal bruge på maskinen kontrol ville være den tolerance beløb, du har brug for at justere ved at holde tolerance størrelse du ønsker.
Justering af dit indlæg for at aktivere Spindelhastighed Variation
Bare åbne det indlæg, du bruger, og indsætte {S} i G01 fødeledning Format.
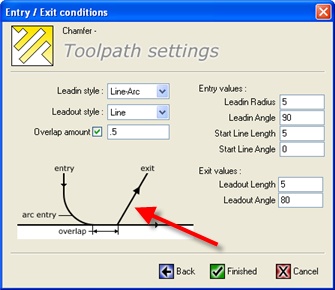
Adgangskrav Exit Betingelser
Dette er den sidste dialogboks, hvor du sætter entry exit forhold. Der er separate indstillinger for ind-og udrejse. Du kan have 3 stilarter af ind-eller udrejse.
Linje
Dette er, hvor du bare har en enkelt linje indgang til ind-eller udrejse
Linje Linje
Det er her du kan få Linje Linje ind-eller udrejse, som til brug i vanskelige områder til at styre retningen og metode ind-eller udrejse. Startlinjen længde er længden på den første linje i indgang, som du har en start linje vinkel, der gælder for det. Den anden linje, som er i spidsen for linjen har også sin egen vinkel kontrol for denne linje en del af ind-eller udrejse. Det anbefales, at du indstiller denne og tilbage plot og se resultaterne indtil du bliver sikker i brugen af det. Enhver tvivl bare SE linje eller linje bue, der er nemmere at bruge.
Line Arc
Årsagen til at der er en linje og bue i erstatningen, hvis nogen finder sted på denne første linje før bue, da det ikke er muligt at bruge kompensation direkte på en bue.
Nyt evne i profilen funktioner til finish af bunden ved hjælp af sidste snit
Ny evne i profilen funktion med flere nedskæringer for skrub
Ny mulighed for at tilpasse finish feed af profilen og hastighed uafhængigt eller en procentdel af skrub.
Affase Funktion
Affasning funktion omfatter nu ny uafhængig indgang udgang til snittet.
Nuværende brugere med gemte filer kan være nødvendigt at ændre virksomhedens værdier, da det er en ekstra feature til alle tidligere versioner.
Bor Cycles
Borecykler
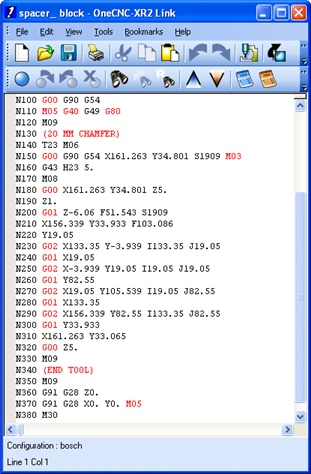
Der er nu nyt indlæg evne til at bore at have XY i første position. Nogle maskinstyringer generelt mindre intelligente pc dem som Bosch Anilam og andre kræver XY position til at være i den cyklus, selvom maskinen allerede er flyttet til dette punkt.
Nuværende brugere skal redigere deres indlæg for at tilføje denne funktion som vi ikke over-højre stillinger på installationen.
Værktøjsskift
Værktøjet ændring evne i stillingen er nu skifter til at have de nye funktioner, som er anført nedenfor.
Valg af værktøj nummer er ændret. Dette har ændret sig på grund af den nu muligheden for at have fri alternative offset numre til værktøjets.
Når først at vælge et værktøj værktøjet nummer kan komme fra værktøjet fil, hvis du har numrene derinde eller antallet kan lige har skrevet i. Som du indtaster værktøj, du vil se Højde register og diameteren register numre automatisk ændre sig samtidigt . Du kan derefter redigere den registerbaserede tal uafhængigt, hvis det kræves, og de vil forblive gemt som disse numre til dette program.
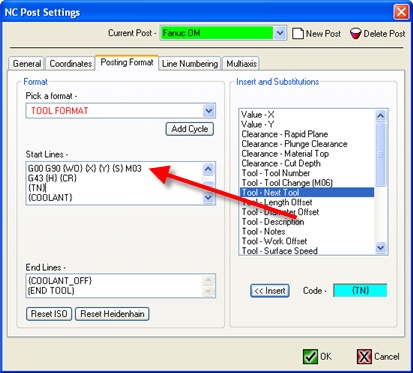
Tool Pre-Call
Ny evne til at have et værktøj pre-opkald i værktøjsskift for at kalde op det næste værktøj parat. Dette gør det muligt maskiner, der er i stand til at få det næste værktøj kaldet og har det klar i skifter til en hurtig værktøjsskift snarere end at skulle vente på, at bladet til indekset.
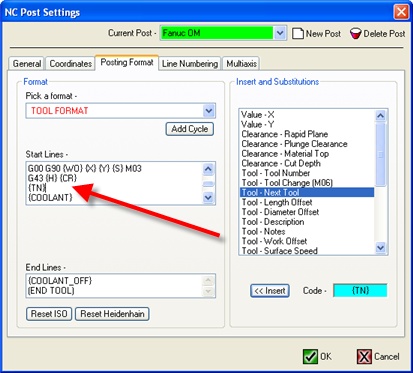
Tool Change XY position før G43
Indlæg har nu mulighed for værktøjet ændring at have XY position før indkaldelsen af værktøjs-længde anvendes. På en ny ren installation alle de stillinger, har denne evne tilføjet.
For eksisterende brugere vi ikke over-ride indlæg, så hvis du ønsker at bruge denne nye mulighed skal du gå til værktøjet ændring af post og indsætte {X} {Y} på et passende sted.
DNC Editor
DNC link er blevet ændret passer bedre til håndtering og lagring af store filer
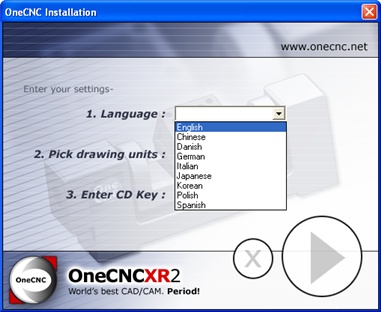
Sprog
Omfattende ændringer og tilføjelser til 10 sprog samt Unicode support nu i DNC editor.
Unicode giver mulighed for de japanske tegn, der skal anvendes i noterne etc i NC-programmet.
OneCNC opdateringer
OneCNCXP 5.23
Juli 31 2003
OneCNCXP 5,27
Sep 05 2003
OneCNCXP 5,29
Sep 12 2003