OneCNCXR2 7.51
Aktualizować 7.51 Wydany 03 maja 2006
Aktualizować 7.51 ma nowe funkcje
Co jest w tej aktualizacji:
Ta nowa aktualizacja dla oprogramowania XR2 Frezowanie jest najbardziej obszerna aktualizacja połowy serii w historii OneCNC. OneCNCXR2 tylko użytkownicy muszą sposobność mieć najnowszą nowej technologii bez żadnych dodatkowych kosztów. Jeśli wymagany jest CD-ROM jest opłata za to, jak również dodatkowe koszty dla postu i obsługi. Prosimy o kontakt z biurem sprzedaży, jeśli wymagane jest CD-ROM.
Ta aktualizacja jest dostępna dla wszystkich użytkowników licencji na automatyczne sprawdzanie aktualizacji i będzie dostępny z automatyczną sekcji aktualizacji.
Pokazujemy tu, że słuchają naszych użytkowników i dodawać w miarę możliwości wraz z wnioskiem cechy naszego ciągłego rozwoju postępującej zgodnie z ciągłym pojawianiem się nowych technologii.
Nie wszystkie indywidualne wnioski dodawane, ponieważ mamy teraz 10.000 poszczególnych systemów tam z ewentualnie ponad 15.000 użytkowników indywidualnych i oczywiście mamy tylko jednego oprogramowania. To oczywiście staje mamuta praca i czasami nowa funkcja lub funkcja jest kompromis dla niektórych użytkowników do tego, co im się podoba, ale do wielu innych, po prostu to, czego szukaliśmy.
Ważne jest także, jak dodać funkcje, które nie tracą atrakcyjności oprogramowanie jest łatwe w obsłudze. Łatwo jest dodawać wodotryski i aby to trudne do wykorzystania, ale trudne do wykonania wiele funkcji, podczas gdy w rzeczywistości zwiększenie łatwości obsługi.
Mamy lojalnego zespołu beta testerów, które nam pomagają i to z ich specjalnej pomocy, że jesteśmy w stanie doprowadzić do Ciebie tak wysoki poziom uczciwości w naszym oprogramowaniu OneCNC.
W istocie to, co ta aktualizacja obejmuje:
Nowa prędkość turbo do tworzenia ścieżek narzędzia bardzo widoczne z dużym poziomem Z zgrubnej gdzie szybkość tworzenia wynosi od 2 do 10 razy szybciej niż w poprzednich wersjach. Chociaż nie znajduje się na liście nowych funkcji jest radykalna poprawa i ekscytujące dla zaawansowanych użytkowników.
Stoi w granicach wewnętrznych.
1. Funkcja kieszeni ma nową zdolność, aby zakończyć z tego samego narzędzia co zgrubna.
2. Wbicie ma teraz osobny wjazd i wyjazd na cięcia końcowego.
3. Funkcje kieszeni ma zdolność do wykończenia dołu w drodze ostatniego cięcia.
4. Nowa zdolność do samodzielnego prędkości i paszy na wykończeniu-jazdy w kieszeni
5. Paszy wykończenie kieszeni i jest niezależna od szybkości lub procent ścierania.
6. Kieszeń posiada 3 rodzaje wykończenia na niestandardowych poziomów poziomów zgrubnych lub pełnej głębokości.
7. Funkcja profil ma możliwość, aby zakończyć z tego samego narzędzia co zgrubna
8. Profil ma wiele funkcji cięcia zgrubnej.
9. Profil posiada niezależne automatyczne wejście i wyjście.
10. Profil ma zdolność do niestandardowych kanałów wykończenie i prędkościach.
11. Funkcja profil ma wykończenie dolnej drodze ostatniego przejścia
12. Funkcja użytkownika z cięciami niestandardowe wykończenie profili wykończeniowych przydatne dla stożkowych
13. Funkcja Czysty Koło ma zdolność do końca z tym samym narzędziem co zgrubna
14. Czyste Koło posiada automatyczną wyjście wejścia zgrubnej i wykończenie
15. Funkcja czysty krąg ma wykończenie dołu w drodze ostatniego cięcia
16. Stożek był czysty krąg dodaje teraz.
17. Paszy wykończenie czystego koła i prędkością niezależną od lub procent ścierania
18. Fazowania zawiera nową funkcję niezależnego wyjścia wejścia do cięcia.
19. Nowy samolot dla konstrukcji samolotu widok ekranu
20. Nowa zdolność do wiercenia w wątku, aby na pierwszej pozycji XY
21, Nowa umiejętność mają do wstępnej rozmowy w zmianie narzędzia, aby wywołać następne narzędzie gotowe
22. Nowe umiejętności w post dla zmiany narzędzia mieć pozycję XY przed zaproszeniem do długości narzędzia zarys Nowej zdolność powielać grupy w Menedżerze NC
23. Nowa możliwość powielenia funkcji w Menedżerze NC
24. Nowy klucz bezpieczeństwa w gotowości do nowej serii dongle specjalnie do OneCNC
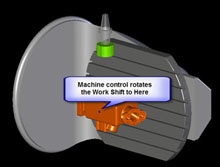
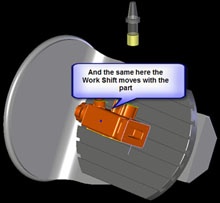
25. Nowa praca umiejętność przesunięcie zdolności SHIFT NC Menedżer nowej pracy dla wielu osi, gdy maszyna wymaga zmiany roboczej być obracany z części
26. Nowa kontrola pracy zmianowej, aby umożliwić wyłączenie rotacji zmiany roboczej dla urządzeń stałych pozycji
27. Nowa zdolność do obsługi wielu osi sterowania kierunkowego na osi X i Y w czasie rzeczywistym w wątku
28. Nowa możliwość sterowania dokładny podgląd w czasie rzeczywistym ruchu maszyny wielo osi
29. Link DNC został zmodyfikowany w celu lepszej obsługi garnitur i oszczędności dużych plików
30. Obszerne dodatki dla 10 języków, a także wsparcie Unicode teraz w edytorze DNC.
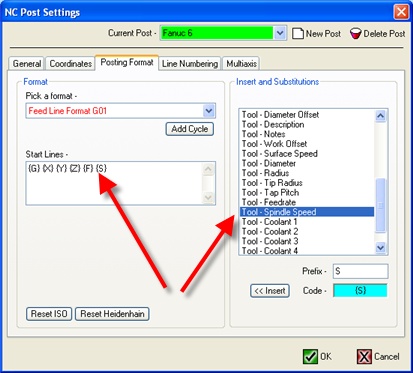
31. Teraz po G01 może zawierać {s}, aby umożliwić prędkość obrotową wrzeciona nad-jazdy do cięcia wykończenia
32. Wybór narzędzia został zmodyfikowany, aby poprawiły bezpieczeństwo wybór jodła logika czasie rzeczywistym długość i średnica offsetu oraz możliwość edycji tych rejestrów zwyczaj.
33. Kostki łożyskowe dla różnych głównych maszyn, takich jak Haas Hermle DMG Mikron do wizualnego podglądu w czasie rzeczywistym pracy maszyny.
34. Link biuletyn można teraz znaleźć w zakładce Dzisiaj OneCNC.
35. Następnie można wybrać wyciągnięcia powierzchni chociaż powierzchnia może być częścią stałego do wyciskania substancji stałej.
36. Nowa funkcja dodana w Plik> Właściwości> kolory>, aby wybrać kolor dla wskaźnika piłka zmiany.
Plus wiele innych udoskonaleń i korekty nie zostały tutaj wymienione.
Samolot Budownictwo
Ta nowa konstrukcja pozwala na samolot samolot zostać utworzone przez bieżącego widoku płaszczyzny.
Nowy samolot budowlane na widok ekranu samolotu jest przydatny do ustawiania płaszczyzny pracy dla wielu osi, gdzie obszar do maszyny jak widać wynika z przeszkód. To dlatego, że można ustawić płaszczyznę obróbki płaszczyzny budowy. Można to zrobić tworząc granicę lub powierzchnię rozciągają itd.

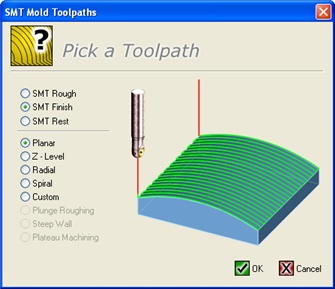
SMT Toolpath jest
SMT Toolpath zostały zoptymalizowane w takim stopniu, że są one obecnie od dwóch do dziesięciu razy szybciej niż poprzedni na dużych plików, ponieważ nie wprowadza nową technologię Turbo. To jest bardzo istotne na poziomie Z zgrubnych i wykańczania umożliwiającego tolerancję mety jest ustawiony mocno i jeszcze obliczyć w rozsądnym czasie.
Chociaż nie znajduje się na liście nowych funkcji jest radykalna poprawa i ekscytujące dla zaawansowanych użytkowników.
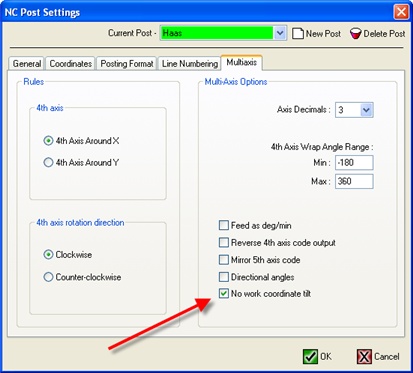
Wielu osiowa Obróbka
Wielu obróbki osi ma teraz możliwość posiadania kierunkowej kontroli nad obu osi 4 i 5. W trybie 5 osi głównej osi 4th może wokół osi X lub Y.
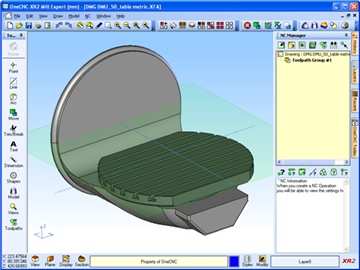
Kostki łożyskowe
Wsparcie jest dostępne dla wszystkich komputerów mainstreamowe Haas Micron Hermle DMG aby wymienić tylko kilka, które zostały zainstalowane w ciągu ostatnich kilku miesięcy.
Modele czop do pełnego podglądu symulacji sprawdzania integralności programu zostały udostępnione do pobrania z serwisu OneCNC biuletyn.
Poniżej przedstawiono ich DMG Trunnion maszyny DMU50 z którą niedawno zainstalowany zarówno na Siemens i kontroli maszyn Heidenhain.
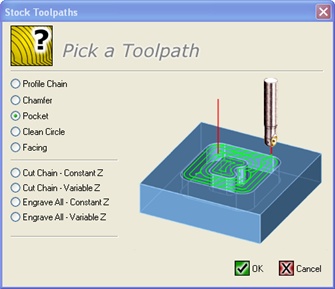
Funkcja kieszeni
Funkcję kieszeni ma teraz możliwość, aby zakończyć z tego samego narzędzia co zgrubna z automatycznym wyjścia wejścia na początku i na końcu cięcia mety.
Nowe umiejętności w funkcji kieszeń na wykończenie dołu w drodze ostatniego cięcia.
Nowa zdolność do samodzielnego wejścia i wyjścia cięcia w wykończeniu kieszeni
Nowe możliwość dostosowania kanału mety kieszeni i prędkości do niezależnego lub procent ścierania.
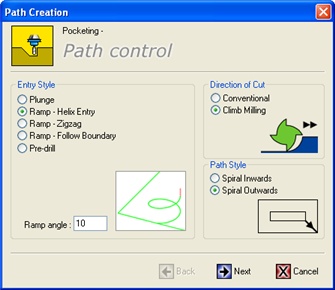
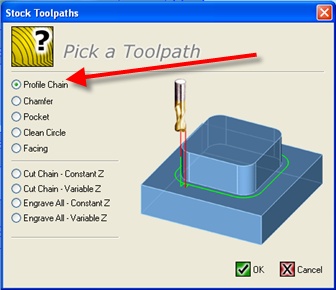
Najpierw okno na drogi narzędzia Zdjęcie nie ma zmian, a wybory są tak samo.
W następnym oknie dialogowym jest również taki sam, więc nie ma nowe ustawienia, aby dowiedzieć się tutaj.
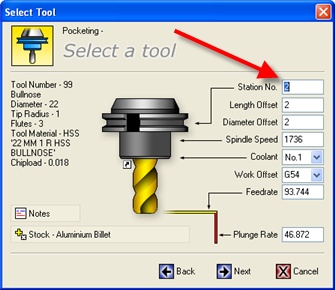
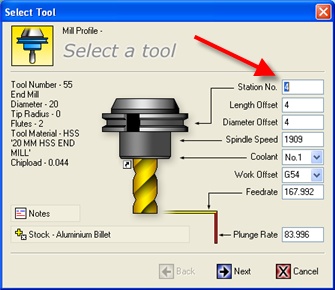
Okno wyboru narzędzie ma zmiany funkcjonalności.
Numer stacji ma nową automatyczną technologii bezpieczeństwa w celu umożliwienia zmiany offsetu.
Tam nie ma pole wyboru narzędzia. Numer stacji albo pochodzi z biblioteki narzędzi na wybór narzędzia lub po prostu wpisać numer telefonu. Odbywa się to w ten sposób, aby jak wprowadzić numer narzędzia długość i średnica przesunięcie offsetu zostanie automatycznie ustawiony.
Prawidłowa metoda wybierania i ustawiania narzędzia
Gdy pojawi się ten dialog pierwszą rzeczą do zrobienia jest wybrać narzędzie przed innymi ustawieniami.
1. Wybierz narzędzie
2. Wybierz Numer stacji (długość i średnica poza biurem zmieni)
Sprawdź, czy długość i średnica przesunięcia są poprawne
3. Wybierz materiał (chyba już ustawiony)
4. Wybierz chłodziwa (chyba już ustawiony)
5. Wybierz zerowego (chyba już ustawiony)
Kliknij przycisk Dalej.
Uwaga:
Po ustawieniu funkcji i przesunięcia teraz jest możliwe, aby zmienić przesunięcia do liczb, a nie na zamówienie tych samych numerów, jeśli jest to wymagane i pozostaną one ustawione.
Jeśli edytujesz przesunięcia w późniejszym czasie będą one zatrzymać zestaw.
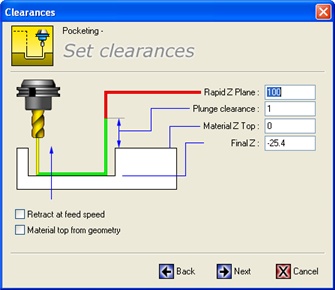
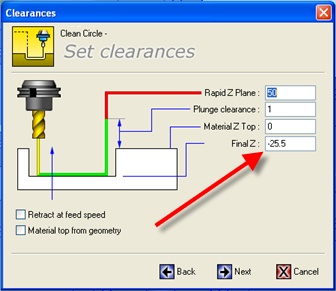
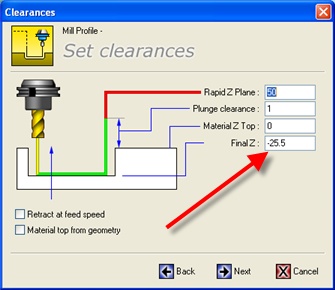
Dialogowym Ustawianie odstępów jest tak samo jak wcześniej.
Ostateczna Z
To stosunek wartości bezwzględnej lub wartością z wybranej granicy geometrii kieszeni określonych przez oznaczanie materiał górnej od geometrii.
Materiał Najlepiej z geometrii
Użytkownik ma możliwość wyboru, że wartość Z kieszeni wynosi od bezwzględnej wartości Z albo wartość Z może być wykonana tak samo jak w przegródce geometrycznych warunków brzegowych.
Ostrzeżenie Uwaga specjalna:
Mamy też w tym miejscu podkreślić prześwit samolot Z powinien być zawsze ustawiony powyżej wysokości zacisku lub innej wysokości utrudnień ze strony jest obrabiany tak, że gdy Rapids narzędzie nad pracy zawsze będzie w pozycji rozliczenia dla pełnego bezpieczeństwa.
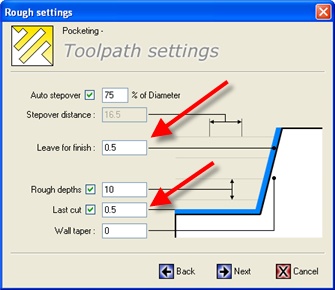
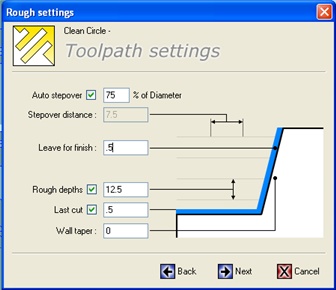
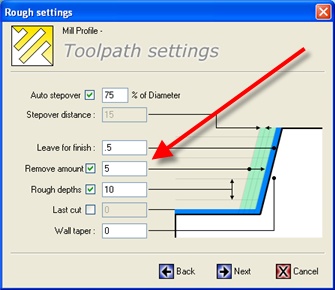
To następne okno pokazuje nową technologię do obróbki zgrubnej i wykańczającej kieszeni.
Ustawienia szorstkie
Automatyczne Krok ciągu
Automatyczna krok na raz może pozostać ustawiony ustalono powrotu krok nad. Etap się w kieszonkowe wynosi zwykle około 50%, choć może być dostosowywany do pożądanej ilości, pod warunkiem, że czyści kieszeni. Można to sprawdzić poprzez uruchomienie symulacji, a jeśli to nie jest czysty odsetek może ulec zmianie bez konieczności ponownie wybrać kieszeń.
Krok na odległość
Jeśli chcesz być krok na odległość tylko dokładna tag un krok auto nad i wstawić wartość wymaganą do kroku na polu na odległość, które nie będą wyszarzone raz nieoznaczone.
Pozostawić na Finish
Jest to wartość na kwotę, że masz zamiar wyjechać do cięcia mety, które będą wykonywane w następnym oknie dialogowym.
SPECJALNA UWAGA o nierównych głębokościach:
Szorstki Depths
To jest wartość rzeczywistej głębokości cięcia i nie jest "średnia głębokość już", ale rzeczywista wysokość głębokość cięcia.
Ostatnio Cut
Jest wartością końcowego cięcia na dnie kieszeni, które skutecznie nacięcie wykończenie staje się na dole.
Ściana Taper
Stożkowe ściany jest rzeczywisty stopień zbieżności na ściance kieszeni.
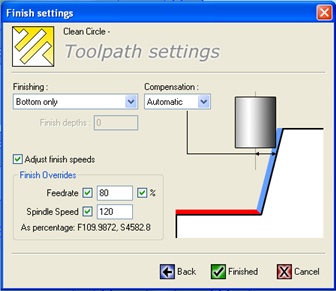
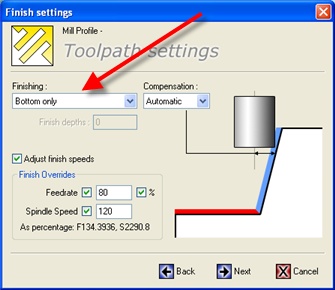
Ustawienia wykończenie
W tym miejscu można ustawić funkcjonalność wykończenia. Dzieje się tak, czy nie ustawiłeś wartość wykończenie ustawiony na nierównych ustawień dialogowych.
Nieobrobionego ustawień dialogowych jeśli ustawić wartość wykończenie będzie ona stosowana do mety. Nawet jeśli nie mają wartości ustawionej tam będzie wykonać wykończenie zasadzie jak cięcie wiosną.
Wykończenie może być ustawiony jako:
Szorstki Poziomy
Pozwoli to używać tego samego narzędzia, jak i wykonywania cięć zgrubnych wykończenie na tych samych poziomach, które były używane do ścierania dlatego nazywa Szorstkie poziomach.
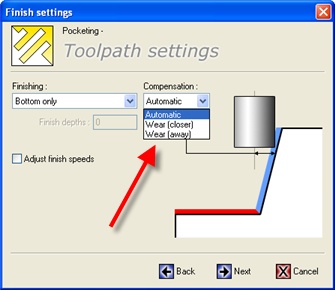
Tylko dolna
Jeśli jest on stosowany, będzie dokonywał wykończenie w jednym przejściu na całą głębokość kieszeni.
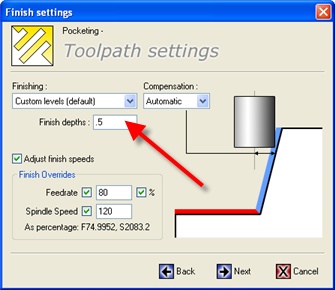
Poziomy niestandardowe
Ta wartość można ustawić na głębokości wykończenie, które potrzebujesz. Na przykład, jeśli ściana kieszeni ma stożek zestaw ten można stosować karę i młyn kulowy z małym promieniem końcówki i zrobić dokładne wykończenie głębokość przechodzi.
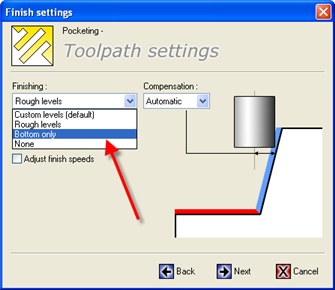
To zdjęcie pokazuje niestandardowe poziomy
Korekcja narzędzia:
Masz 3 opcje tutaj
Automatyczny
To gdzie OneCNC automatycznie przesunięcie noża przy użyciu wartości promienia z biblioteki narzędzi i jest zalecany rodzaj odszkodowania.
Nosić (Closer)
To ustawienie automatyczne przesunięcie i stosuje kody offsetowych dla maszyny, dzięki czemu można mieć kontrolę tolerancji narzędzia w swojej kontroli maszyny do kontrolowania niskiej tolerancji.
Nosić (Wyjazd)
To ustawienie automatyczne przesunięcie i stosuje kody offsetowych dla maszyny, dzięki czemu można mieć kontrolę tolerancji narzędzia w swojej kontroli maszyny do kontrolowania niskiej tolerancji.
Specjalne ostrzeżenie o wykorzystaniu Wear bliższej lub Goście
Podczas korzystania z tej funkcji, należy stosować z ostrożnością i starannością. Wymaga to, aby mieć wartość zero dla średnicy narzędzia w kontroli, ponieważ oprogramowanie jest automatycznie wyłączyć ustawienie narzędzia. Jedyną wartością, która powinna trzeba użyć w sterowaniu maszynami będzie kwota tolerancji, że trzeba dostosować poprzez trzymać wielkości tolerancji pragnienie.
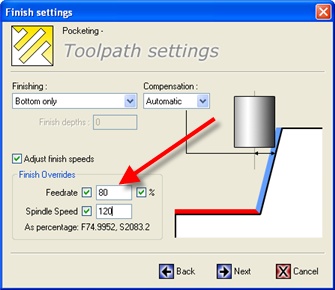
Wykończenie Ponad jazdy
Wykończenie wyregulować Prędkości
Jeśli tag dostosowanie prędkości wykończenia pozwoli Ci użyć innego kanału i prędkość jak w przypadku obróbki zgrubnej.
Oznaczanie dostosować włącza tylko możliwość regulacji na. To się nie włącza lub zmianę prędkości posuwu. , Który jest włączony przez tagowanie tag paszy lub pole prędkości.
Jeśli pojawi się ten tag pola jak pokazano. Można albo wprowadzić rzeczywiste wartości dla pasz i prędkości lub możesz zrobić to procent pierwotnej pasz i prędkości.
Aby móc korzystać z tej funkcji, może być wykonać następujące czynności.
Nowy użytkownik z czystej instalacji
Nie musisz nic robić, jak korekta została już dokonana do postu.
Dla dotychczasowych użytkowników OneCNC
Jeśli jesteś już użytkownikiem i zainstalowaniu tej aktualizacji na górze istniejącego oprogramowania trzeba będzie dostosować stanowisko dla tej akcji odbędzie się w delegowaniu.
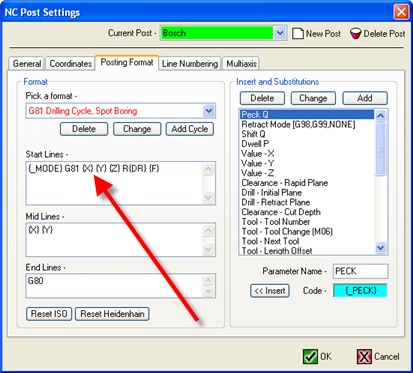
Dostosowując swój post, aby aktywować Obroty wrzeciona Wariacja
Wystarczy otworzyć wiadomość używanego i włożyć {s} do G01 w formacie RSS, jak pokazano tutaj.
W tym miejscu można ustawić kanał niestandardowy i prędkości dla profilu mety.
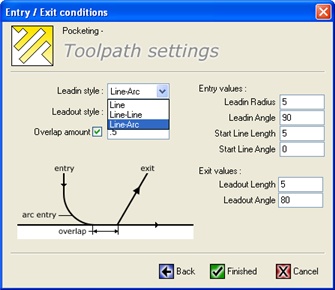
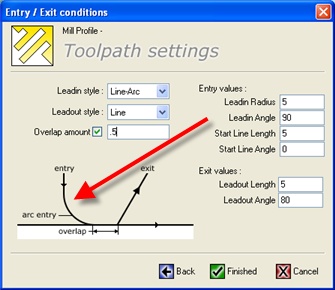
Warunki wejścia wyjścia
To ostatni dialogowe, gdzie można ustawić warunki wyjścia wejścia. Istnieją oddzielne ustawienia dla wejścia i wyjścia. Możesz mieć 3 style wejścia lub wyjścia.
Linia
To jest, gdzie wystarczy pojedynczy wpis do linii wejścia lub wyjścia
Line Line
To jest, gdzie można mieć wejście Line Line lub wyjście, które do użytku w trudnych obszarach, aby kontrolować kierunek i sposób wejścia lub wyjścia. Długość linii startu jest długość pierwszej linii wejścia, dla którego mają kąt linii startu, który ma do niego zastosowanie. Druga linia, która jest liderem w linii posiada również własną kontrolę kąta dla tej linii części wejścia lub wyjścia. Zaleca się, że to i tylną działkę ustawić i wyświetlić wyniki, aż staniesz się pewny siebie w korzystaniu z niego. Wszelkie wątpliwości, po prostu se linię lub linię łuku, który jest łatwiejszy w obsłudze.
Linia Arc
Powodem jest linia oraz łuk kompensację jeśli odbywa się w pierwszej linii przed łuku, ponieważ nie jest możliwe stosowanie kompensacji bezpośrednio na łuku.
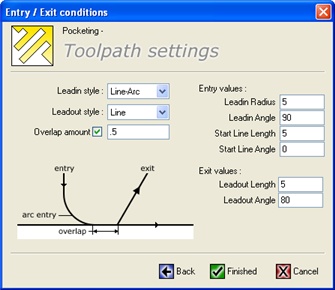
Zakładka
Jest to ustawienie, aby zapewnić dodaje ładne połączenie mety. To powinno być stosowane z ostrożnością z trudnych kieszeni i nigdy nie powinny być używane w pobliżu narożników lub ostrymi krawędziami, jak pod kątem nakładania może przejść obok tego miejsca. Normalną długość nie powinna być większa niż np. 5% promienia narzędzia na zakładkę.
NCManager
NC Manager został gruntownie zmodyfikowany, aby włączyła powielania grup i duplikatów funkcji
Duplikat Grupie
Powielać grupę tylko podświetlić grupę w menedżera, a następnie kliknij prawym przyciskiem myszy i pojawi się to menu. Wybierz duplikaty grupę stąd i cała grupa zostanie powielony.
Zdolność ta powiela wszystkich funkcji w obrębie grupy i tworzy go jako nowej grupy o nazwie Duplikat grupy (nazwa).

Duplikat Operacji
Funkcja ta pozwala na duplikat danej operacji.
Powielać operację tylko podkreślić funkcję i kliknij prawym przyciskiem myszy i wybierz opcję duplikat operację.

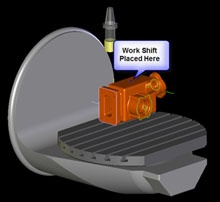
Praca zmianowa
Nowa umiejętność pracy w systemie zmianowym w Menedżerze NC

Nowa praca jest możliwość przesunięcia osi 3, ale również pasuje do wielu zdolności osi.
Jeśli nie wybrać zmiany, a także umieścić go na swojej części będzie działać tak, jak to zawsze robił z celownikiem na ekranie. To działa tylko po wybraniu pozycji z dala od XY zera. Mieć go w XY zero celownikiem, że tam jest domyślnie i nie wykazuje w piłkę, bo to byłoby wyłączone w tym momencie.
Aby korzystać z tej funkcji po prostu zrobić swoje ścieżki narzędzia w normalny sposób, nie będąc, w przypadku gdy jest zero XY. Wtedy kiedy piszesz kliknij prawym przyciskiem myszy grupę w menedżerze NC i wybrać zmiany, a to przejście na pracę na stanowisku części, w której chcesz go mieć XY pozycji zero lub zawodowe współrzędnych maszyny. Domyślnie będą wyświetlane jako małe, czarne kulki. Jeśli chcesz kolor to być dostosowane przejść do Właściwości> Kolory> i zmienić domyślną czarny do wybranego koloru.
To teraz pozwala na części, które mają być umieszczone w dowolnym miejscu na ekranie podczas programowania i zmiana pracy może być używany do umieszczenia koordynować prace XY zera na części.
Dla wielu osi, gdy maszyna wymaga zmiany roboczej być obracany z części
Nowa kontrola pracy zmianowej, aby umożliwić wyłączenie rotacji zmiany roboczej dla urządzeń stałych pozycji
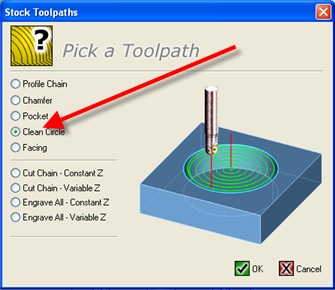
Funkcja Koło czysty
Funkcja Nowy Czyste Koło które ma zdolność do końca z tym samym narzędziem co zgrubna z automatycznym wyjściu wejściowej.
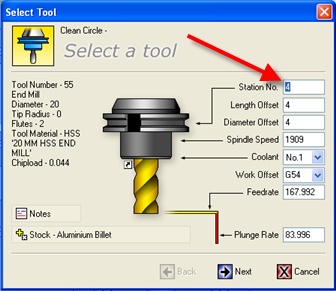
Okno wyboru narzędzie ma zmiany funkcjonalności.
Numer stacji ma nową automatyczną technologii bezpieczeństwa w celu umożliwienia zmiany offsetu.
Tam nie ma pole wyboru narzędzia. Numer stacji albo pochodzi z biblioteki narzędzi na wybór narzędzia lub po prostu wpisać numer telefonu. Odbywa się to w ten sposób, aby jak wprowadzić numer narzędzia długość i średnica przesunięcie offsetu zostanie automatycznie ustawiony.
Prawidłowa metoda wybierania i ustawiania narzędzia
Gdy pojawi się ten dialog pierwszą rzeczą do zrobienia jest wybrać narzędzie przed innymi ustawieniami.
1. Wybierz narzędzie
2. Wybierz Numer stacji (długość i średnica poza biurem zmieni)
Sprawdź, czy długość i średnica przesunięcia są poprawne
3. Wybierz materiał (chyba już ustawiony)
4. Wybierz chłodziwa (chyba już ustawiony)
5. Wybierz zerowego (chyba już ustawiony)
Kliknij przycisk Dalej.
Uwaga:
Po ustawieniu funkcji i przesunięcia teraz jest możliwe, aby zmienić przesunięcia do liczb, a nie na zamówienie tych samych numerów, jeśli jest to wymagane i pozostaną one ustawione.
Jeśli edytujesz przesunięcia w późniejszym czasie będą one zatrzymać zestaw.
Dialogowym Ustawianie odstępów jest tak samo jak wcześniej.
Ostateczna Z
To stosunek wartości bezwzględnej lub wartością z wybranej granicy geometrii kieszeni określonych przez oznaczanie materiał górnej od geometrii.
Materiał Najlepiej z geometrii
Użytkownik ma możliwość wyboru, że wartość Z kieszeni wynosi od bezwzględnej wartości Z albo wartość Z może być wykonana tak samo jak w przegródce geometrycznych warunków brzegowych.
Ostrzeżenie Uwaga specjalna:
Mamy też w tym miejscu podkreślić prześwit samolot Z powinien być zawsze ustawiony powyżej wysokości zacisku lub innej wysokości utrudnień ze strony jest obrabiany tak, że gdy Rapids narzędzie nad pracy zawsze będzie w pozycji rozliczenia dla pełnego bezpieczeństwa.
To następne okno pokazuje nową technologię do obróbki zgrubnej i wykańczającej kieszeni.
Ustawienia szorstkie
Automatyczne Krok ciągu
Automatyczna krok na raz może pozostać ustawiony ustalono powrotu krok nad. Etap się do czystego koła wynosi zwykle około 50%, choć może być dostosowywany do pożądanej ilości, pod warunkiem, że czyści kieszeni. Można to sprawdzić poprzez uruchomienie symulacji, a jeśli to nie jest czysty odsetek może ulec zmianie bez konieczności ponownie wybrać kieszeń.
Krok na odległość
Jeśli chcesz być krok na odległość tylko dokładna tag un krok auto nad i wstawić wartość wymaganą do kroku na polu na odległość, które nie będą wyszarzone raz nieoznaczone.
Pozostawić na Finish
Jest to wartość na kwotę, że masz zamiar wyjechać do cięcia mety, które będą wykonywane w następnym oknie dialogowym.
Szorstki Depths
To jest wartość rzeczywistej głębokości cięcia i nie jest już jednak raczej średnia rzeczywista kwota głębokość cięcia.
Ostatnio Cut
Jest wartością końcowego cięcia na dnie kieszeni, które skutecznie nacięcie wykończenie staje się na dole.
Ściana Taper
Stożkowe ściany jest rzeczywisty stopień zbieżności na ściance kieszeni.
Wykończenie Ponad jazdy
Wykończenie wyregulować Prędkości
Jeśli tag dostosowanie prędkości wykończenia pozwoli Ci użyć innego kanału i prędkość jak w przypadku obróbki zgrubnej.
Oznaczanie dostosować włącza tylko możliwość regulacji na. To się nie włącza lub zmianę prędkości posuwu. , Który jest włączony przez tagowanie tag paszy lub pole prędkości.
Jeśli pojawi się ten tag pola jak pokazano. Można albo wprowadzić rzeczywiste wartości dla pasz i prędkości lub możesz zrobić to procent pierwotnej pasz i prędkości.
Aby móc korzystać z tej funkcji, może być wykonać następujące czynności.
Nowy użytkownik z czystej instalacji
Nie musisz nic robić, jak korekta została już dokonana do postu.
Dla dotychczasowych użytkowników OneCNC
Jeśli jesteś już użytkownikiem i zainstalowaniu tej aktualizacji na górze istniejącego oprogramowania trzeba będzie dostosować stanowisko dla tej akcji odbędzie się w delegowaniu.
Dostosowując swój post, aby aktywować Obroty wrzeciona Wariacja
Wystarczy otworzyć wiadomość używanego i włożyć {s} do formatu linii G01 RSS.
Korekcja narzędzia:
Masz 4 opcje tutaj
Automatyczny
To gdzie OneCNC automatycznie przesunięcie noża przy użyciu wartości promienia z biblioteki narzędzi i jest zalecany rodzaj odszkodowania.
Maszyna
Ten kompensacji przechodzi kody do urządzenia, aby umożliwić pełną kontrolę nad frez zarys przełęczy mety. To oczywiście wymaga posiadania właściwych rejestrów określonych w kontroli maszyny do obsługi tego poprawnie.
Trzeba zachować wielką ostrożność w czytanie podręcznika obrabiarki w celu zapewnienia, że są w stanie przy użyciu dowolnej z funkcji kompensacji narzędzia.
Jeśli masz jakiekolwiek wątpliwości w ogóle w użyciu kompensacji użyć automatycznego ustawienia. Ustawienie OneCNC automatycznie przesunięcia dla użytkownika.
Nosić (Closer)
To ustawienie automatyczne przesunięcie i stosuje kody offsetowych dla maszyny, dzięki czemu można mieć kontrolę tolerancji narzędzia w swojej kontroli maszyny do kontrolowania niskiej tolerancji.
Nosić (Wyjazd)
To ustawienie automatyczne przesunięcie i stosuje kody offsetowych dla maszyny, dzięki czemu można mieć kontrolę tolerancji narzędzia w swojej kontroli maszyny do kontrolowania niskiej tolerancji.
Specjalne ostrzeżenie o wykorzystaniu Wear bliższej lub Goście
Podczas korzystania z tej funkcji, należy stosować z ostrożnością i starannością. Wymaga to, aby mieć wartość zero dla średnicy narzędzia w kontroli, ponieważ oprogramowanie jest automatycznie wyłączyć ustawienie narzędzia. Jedyną wartością, która powinna trzeba użyć w sterowaniu maszynami będzie kwota tolerancji, że trzeba dostosować poprzez trzymać wielkości tolerancji pragnienie.
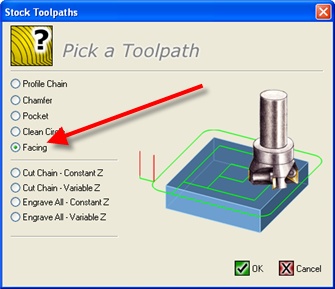
W obliczu funkcji
Stoi z wysp
Funkcja stoi może teraz mieć do granic wewnętrznych okładziną. To tylko kwestia wyboru granicę stoi jak również wszelkie granice wewnętrzne. To jest odpowiednie, o ile nie ma występ powyżej poziomu elewacyjnej. Czy są występy nad tym należy unikać lepiej jest użyć funkcji kieszeni.
Profil Chain
Funkcja profilu Chain
Nowa funkcja profil, który ma zdolność do końca z tym samym narzędziem co zgrubna z automatycznym wyjściu wejściowej.
Pierwszy dialogowe jak pokazano poniżej nie zmienił w tym miejscu można wybrać funkcję profil z.
Okno wyboru narzędzie ma zmiany funkcjonalności.
Numer stacji ma nową automatyczną technologii bezpieczeństwa w celu umożliwienia zmiany offsetu.
Tam nie ma pole wyboru narzędzia. Numer stacji albo pochodzi z biblioteki narzędzi na wybór narzędzia lub po prostu wpisać numer telefonu. Odbywa się to w ten sposób, aby jak wprowadzić numer narzędzia długość i średnica przesunięcie offsetu zostanie automatycznie ustawiony.
Prawidłowa metoda wybierania i ustawiania narzędzia
Gdy pojawi się ten dialog pierwszą rzeczą do zrobienia jest wybrać narzędzie przed innymi ustawieniami.
1. Wybierz narzędzie
2. Wybierz Numer stacji (długość i średnica poza biurem zmieni)
Sprawdź, czy długość i średnica przesunięcia są poprawne
3. Wybierz materiał (chyba już ustawiony)
4. Wybierz chłodziwa (chyba już ustawiony)
5. Wybierz zerowego (chyba już ustawiony)
Kliknij przycisk Dalej.
Uwaga:
Po ustawieniu funkcji i przesunięcia teraz jest możliwe, aby zmienić przesunięcia do liczb, a nie na zamówienie tych samych numerów, jeśli jest to wymagane i pozostaną one ustawione.
Jeśli edytujesz przesunięcia w późniejszym czasie będą one zatrzymać zestaw.
Dialogowym Ustawianie odstępów jest tak samo jak wcześniej.
Ostateczna Z
To stosunek wartości bezwzględnej lub wartością z wybranej granicy geometrii kieszeni określonych przez oznaczanie materiał górnej od geometrii.
Materiał Najlepiej z geometrii
Użytkownik ma możliwość wyboru, że wartość Z kieszeni wynosi od bezwzględnej wartości Z albo wartość Z może być wykonana tak samo jak w przegródce geometrycznych warunków brzegowych.
Ostrzeżenie Uwaga specjalna:
Mamy też w tym miejscu podkreślić prześwit samolot Z powinien być zawsze ustawiony powyżej wysokości zacisku lub innej wysokości utrudnień ze strony jest obrabiany tak, że gdy Rapids narzędzie nad pracy zawsze będzie w pozycji rozliczenia dla pełnego bezpieczeństwa.
To następne okno pokazuje nową technologię do obróbki zgrubnej i wykańczającej kieszeni.
Ustawienia szorstkie
Automatyczne Krok ciągu
Automatyczna krok na raz może pozostać ustawiony ustalono powrotu krok nad. Krok na to zwykle około 50%, chociaż to może być ustawione do żądanej wysokości. Można to sprawdzić poprzez uruchomienie symulacji, a jeśli to nie jest czysty odsetek może ulec zmianie bez konieczności ponownie wybrać sieć.
Krok na odległość
Jeśli chcesz być krok na odległość tylko dokładna tag un krok auto nad i wstawić wartość wymaganą do kroku na polu na odległość, które nie będą wyszarzone raz nieoznaczone.
Pozostawić na Finish
Jest to wartość na kwotę, że masz zamiar wyjechać do cięcia mety, które będą wykonywane w następnym oknie dialogowym.
Usuń Kwota
Jest to całkowita ilość materiału, który ma być usunięty.
Na przykład, jeśli miał blok 100 mm kwadratowych i chciał, że jest skończony rozmiar 90 mm kwadrat kwota usuń byłoby 5mm.
Szorstki Depths
To jest wartość rzeczywistej głębokości cięcia i nie jest już jednak raczej średnia rzeczywista kwota głębokość cięcia.
Ostatnio Cut
Jest wartością końcowego cięcia na dnie kieszeni, które skutecznie nacięcie wykończenie staje się na dole.
Ściana Taper
Stożkowe ściany jest rzeczywisty stopień zbieżności na ściance kieszeni.
Wykończenie Ponad jazdy
Wykończenie wyregulować Prędkości
Jeśli tag dostosowanie prędkości wykończenia pozwoli Ci użyć innego kanału i prędkość jak w przypadku obróbki zgrubnej.
Oznaczanie dostosować włącza tylko możliwość regulacji na. To się nie włącza lub zmianę prędkości posuwu. , Który jest włączony przez tagowanie tag paszy lub pole prędkości.
Jeśli pojawi się ten tag pola jak pokazano. Można albo wprowadzić rzeczywiste wartości dla pasz i prędkości lub możesz zrobić to procent pierwotnej pasz i prędkości.
Aby móc korzystać z tej funkcji, może być wykonać następujące czynności.
Nowy użytkownik z czystej instalacji
Nie musisz nic robić, jak korekta została już dokonana do postu.
Dla dotychczasowych użytkowników OneCNC
Jeśli jesteś już użytkownikiem i zainstalowaniu tej aktualizacji na górze istniejącego oprogramowania trzeba będzie dostosować stanowisko dla tej akcji odbędzie się w delegowaniu.
Do podjęcia działań w tym dalsze wyjaśnienia informacji o aktualizacji pojawi się nagłówek for Speed i pasz regulacji.
Korekcja narzędzia:
Masz 4 opcje tutaj
Automatyczny
To gdzie OneCNC automatycznie przesunięcie noża przy użyciu wartości promienia z biblioteki narzędzi i jest zalecany rodzaj odszkodowania.
Maszyna
Ten kompensacji przechodzi kody do urządzenia, aby umożliwić pełną kontrolę nad frez zarys przełęczy mety. To oczywiście wymaga posiadania właściwych rejestrów określonych w kontroli maszyny do obsługi tego poprawnie.
Trzeba zachować wielką ostrożność w czytanie podręcznika obrabiarki w celu zapewnienia, że są w stanie przy użyciu dowolnej z funkcji kompensacji narzędzia.
Jeśli masz jakiekolwiek wątpliwości w ogóle w użyciu kompensacji użyć automatycznego ustawienia. Ustawienie OneCNC automatycznie przesunięcia dla użytkownika.
Nosić (Closer)
To ustawienie automatyczne przesunięcie i stosuje kody offsetowych dla maszyny, dzięki czemu można mieć kontrolę tolerancji narzędzia w swojej kontroli maszyny do kontrolowania niskiej tolerancji.
Nosić (Wyjazd)
To ustawienie automatyczne przesunięcie i stosuje kody offsetowych dla maszyny, dzięki czemu można mieć kontrolę tolerancji narzędzia w swojej kontroli maszyny do kontrolowania niskiej tolerancji.
Specjalne ostrzeżenie o wykorzystaniu Wear bliższej lub Goście
Podczas korzystania z tej funkcji, należy stosować z ostrożnością i starannością. Wymaga to, aby mieć wartość zero dla średnicy narzędzia w kontroli, ponieważ oprogramowanie jest automatycznie wyłączyć ustawienie narzędzia. Jedyną wartością, która powinna trzeba użyć w sterowaniu maszynami będzie kwota tolerancji, że trzeba dostosować poprzez trzymać wielkości tolerancji pragnienie.
Dostosowując swój post, aby aktywować Obroty wrzeciona Wariacja
Wystarczy otworzyć wiadomość używanego i włożyć {s} do formatu linii G01 RSS.
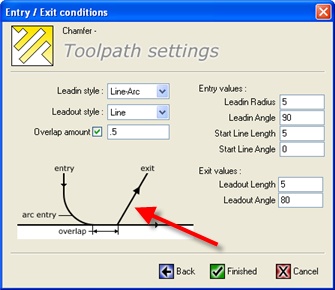
Warunki wejścia wyjścia
To ostatni dialogowe, gdzie można ustawić warunki wyjścia wejścia. Istnieją oddzielne ustawienia dla wejścia i wyjścia. Możesz mieć 3 style wejścia lub wyjścia.
Linia
To jest, gdzie wystarczy pojedynczy wpis do linii wejścia lub wyjścia
Line Line
To jest, gdzie można mieć wejście Line Line lub wyjście, które do użytku w trudnych obszarach, aby kontrolować kierunek i sposób wejścia lub wyjścia. Długość linii startu jest długość pierwszej linii wejścia, dla którego mają kąt linii startu, który ma do niego zastosowanie. Druga linia, która jest liderem w linii posiada również własną kontrolę kąta dla tej linii części wejścia lub wyjścia. Zaleca się, że to i tylną działkę ustawić i wyświetlić wyniki, aż staniesz się pewny siebie w korzystaniu z niego. Wszelkie wątpliwości, po prostu se linię lub linię łuku, który jest łatwiejszy w obsłudze.
Linia Arc
Powodem jest linia oraz łuk kompensację jeśli odbywa się w pierwszej linii przed łuku, ponieważ nie jest możliwe stosowanie kompensacji bezpośrednio na łuku.
Nowe umiejętności w funkcji profilu na wykończenie dołu w drodze ostatniego cięcia
Nowe umiejętności w funkcji profilu z wielu kawałków dla obróbki zgrubnej
Nowe możliwość dostosowania kanału wykończenie profilu i prędkości do niezależnego lub procent ścierania.
Funkcja fazki
Funkcja obejmuje teraz nowe fazowania niezależne wyjście wejścia do cięcia.
Obecni użytkownicy z zapisanych plików może zmienić wartości encji, ponieważ jest to funkcja dodana do wszystkich poprzednich wersji.
Cykle Wiertła
Cykle wiercenia
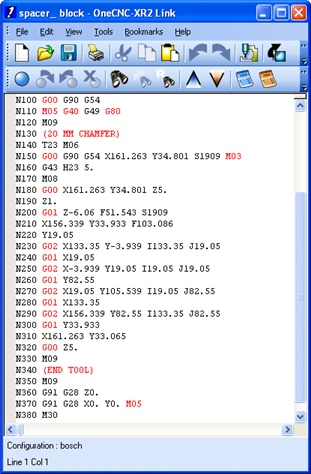
Jest teraz nowa umiejętność wiadomość do wiercenia mieć XY na pierwszej pozycji. Niektóre kontrole maszyn ogół te mniej inteligentne Bosch Anilam PC jak i innych wymaga pozycję XY, aby być w obiegu, nawet jeśli urządzenie już przeniósł się do tego punktu.
Obecni użytkownicy będą musieli zmienić swoje stanowisko, aby dodać tę funkcję, jak my nie koniec prawej posty na instalacji.
Narzędzie Zmień
Możliwość zmiany narzędzia w post jest teraz zmienia się mieć nowe funkcje, jak wymienione poniżej.
Wybierając numer narzędzia zmienił. To zmieniło powodu obecnie możliwość uzyskania swobodnego naprzemianległe numerów do tego narzędzia.
Po pierwsze wybierając narzędzie numer narzędzia mogą pochodzić z pliku narzędzia, jeśli masz tam numery lub numer może być tylko wpisane w. Jak wprowadzić numer narzędzia zobaczysz rejestr Wysokość i średnica numery rejestrów jednocześnie automatycznie zmienia . Następnie można edytować numery rejestru niezależnie czy jest to wymagane i pozostaną one zapisane jako tych numerów dla tego programu.
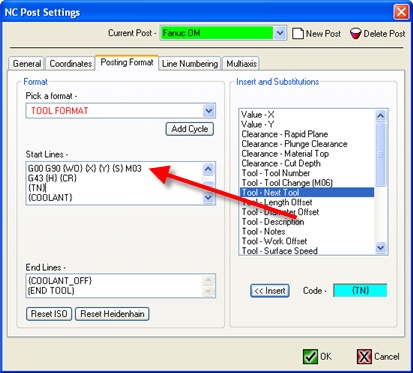
Narzędzie wstępne wywoławczy
Nowa umiejętność posiada narzędzia wstępne rozmowy w zmianie narzędzia, aby wywołać następne narzędzie gotowe. Dzięki temu komputery, które są w stanie mieć następne narzędzie o nazwie i przygotować do zmieniarki do szybkiej wymiany narzędzi zamiast czekać na pisma do indeksu.
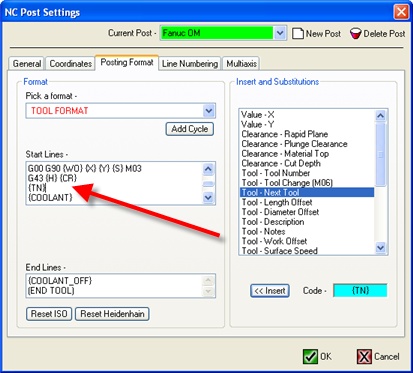
Narzędzie Zmień XY Pozycja przed G43
Post ma teraz zdolność do zmiany narzędzia, aby mieć pozycję XY przed zaproszeniem do nakłada korekcja długości. Na nowej czystej instalacji wszystkich postów nie ta umiejętność dodaje.
Dla dotychczasowych użytkowników my nie zbyt jeździć w słupek, więc jeśli chcesz skorzystać z tej nowej możliwości, czego potrzebujesz, aby przejść do zmiany narzędzia słupka i włożyć {x} {y} w odpowiednim miejscu.
Edytor DNC
Link DNC został zmodyfikowany w celu lepszej obsługi garnitur i oszczędności dużych plików
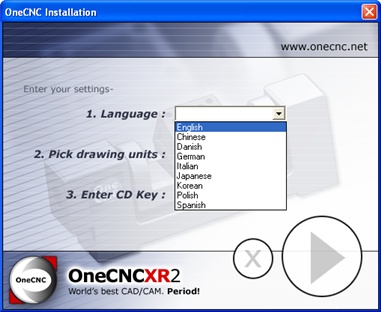
Języki
Rozległe zmiany i uzupełnienia do 10 języków, a także wsparcie Unicode teraz w edytorze DNC.
Unicode pozwala na japońskich znaków, które mają być stosowane w informacji itp. w programie NC.
Aktualizacje OneCNC
OneCNCXP 5.23
Lip 31 2003
OneCNCXP 5.27
Wrz 05 2003
OneCNCXP 5.29
Wrz 12 2003