OneCNC已发布OneCNCXR8版本62.62的新更新。
此版本更新中的主要更改在此处列出。
1384种True Type字体
用户报告将True Type字体添加到系统,但无法在OneCNC中选择它。
Windows 10现在将字体保存到用户数据,因此OneCNC现在也对此进行了初始化。
1363配置文件功能
如果用户在铣削配置文件中选择了不合适的刀具类型(例如选择点钻),则可能会导致崩溃。为选择错误工具类型的用户添加了保护。
1378清洁圈功能
带有干净圆圈的多个零件在两次操作之间调用工具更换。现在已更正。
1366事件探查器嵌套
发现不退出手动嵌套可能会导致异常。此版本针对那些不退出该功能的用户进行了更正。
1371工具文件车床
更正了工具文件安装中存在的工具历史记录
1372 1377语言
此发行版中添加了新的日语更新。
此版本中添加了新的中文翻译
1380车削完成路径
改进了车削的端到端切削设定,以观察端到端未经检查的切削设定。
1382智能边界车床
更新了带有智能边界的车削粗加工以改善边界处理
1379粗车床
更新了车削粗加工以更好地处理带有底切的刀具路径轮廓
1367不保存打印设置
未存储可通过“打印”对话框设置左下角的“设置”按钮访问的打印设置信息。
此更新解决了该问题。
1368打印比例2D图
这是有关打印使用3D到2D绘图功能创建的绘图的报告。
当添加比例设置不是1:1的新图形时,出现打印问题。
此更新解决了该问题。
注意:
您会注意到,列出的每个更改都有一些编号,这些都是OneCNC内部编号。
OneCNCXR8版本62.62现在可在OneCNC文件管理器上使用
OneCNCXR8版本62.61现在已发布
OneCNC很高兴再次宣布一些增强软件的重大新功能。
刀具路径时间现在添加了计算。
车床刀具路径
车床刀具路径为刀具路径提供了新的改进的近似时间
这适用于所有版本的OneCNCXR8车床
现在,使用CSS时间计算的车床设置可模拟机床恒定表面速度控制,以创建类似于实际机床加工时间的时间近似值。
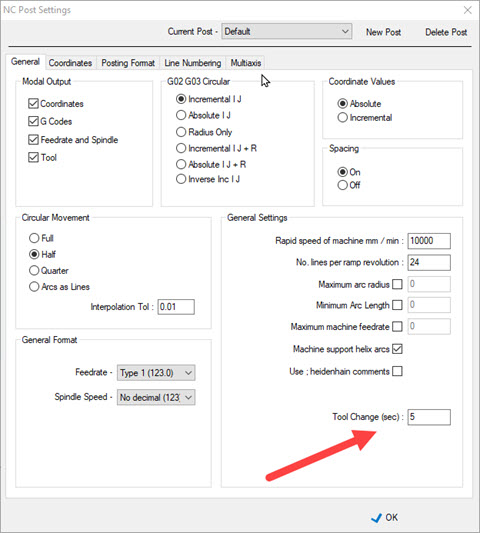
现在,“车床”帖子中有一个“工具更换时间”的设置,该设置应设置为机器平均更换工具所花费的时间。根据转塔中工具的大小和数量,应在立柱上增加大约时间,以适应平均花费的时间。由于时间变化可能会取决于转塔中下一个刀具位置的变化,因此您应该使用平均时间来适应。
通过改进的时间计算,还可以计算和处理使用RPM编程方法的车床设置。
新的工具更换时间变量已添加到帖子中。
铣削刀具路径
车床刀具路径为刀具路径提供了新的改进的近似时间
这适用于所有版本的OneCNC Mill
现在,轧机时间计算将模拟钻孔的机器周期,以产生类似于实际机器钻孔时间的时间近似值。
现在,“铣削”帖子中有一个“工具更换时间”的设置,该设置应该设置为机器平均更换工具所花费的时间。根据磨机传送带中工具的大小和数量,应在柱子上增加大约的时间以适合平均时间。由于时间变化可能会取决于转盘中下一个工具的位置,因此您应该使用平均时间来适应。这必须适应以下事实:某些机器已经具有下一个可用的工具,而不必对转盘进行索引。
新的工具更换时间变量已添加到帖子中。
其他变更和补充
这些是此版本中的主要更改和修复
磨坊传统口袋
Mill的传统Pocket进行了改进,可以在狭窄的空间中使用螺旋入口更好地处理。应始终注意确保螺旋线的大小适合边界,因为如果没有足够的空间,它将转为选择插入还是倾斜进入。
车床总理支持
改进了Prime B插入刀具路径的功能。如果您使用此刀片,只需检查您的工具文件以确保拖尾角设置为5度而不是25度。该尖端本质上是一个转弯的面向尖端,一些用户正试图将其用作切槽尖端。
改进的建模
内部核心建模有重大改进。这包括对模型部件进行倒角合并和熨平的功能。建模的改进也会影响模型的导入,因为模型是在导入时创建的。
帮助文件
现在,通过包含所有基本的newOneCNCXR8功能,改进了帮助文件(英语)。
帮助菜单教程
帮助菜单教程链接已更正以打开教程
语言能力
德语翻译已更新
日语翻译已更新
剪裁功能
剪刀的“素描”功能已得到纠正。
工具清单
工具列表已更新,可以更正Prime B型刀尖的后角。现在,此新的“更新的工具列表”名为Default_Library_metric.xml。
轧机简介
铣削轮廓功能存在一个问题,即如果所切削的半径小于刀具半径,则刀具会缩回。现在,此问题已得到纠正。
可从OneCNC更新服务器获得此OneCNCXR8版本62.61
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003