OneCNCXR2 7.51
Mettre à jour 7.51 Sortie le 3 mai 2006
Mettre à jour 7.51 a de nouvelles fonctionnalités
Qu'est-ce que dans cette mise à jour:
Cette nouvelle mise à jour pour le logiciel XR2 fraisage est plus vaste mise à jour au milieu de la série dans l'histoire de OneCNC. OneCNCXR2 seuls les utilisateurs doivent occasion de la dernière nouvelle technologie sans coût supplémentaire. Si un CD-ROM est nécessaire il ya une charge pour cela aussi comme un coût supplémentaire pour poste et de manutention. S'il vous plaît contacter votre bureau de vente si un CD-ROM est nécessaire.
Cette mise à jour est disponible pour tous les utilisateurs de la licence de mise à jour et la vérification automatique sera disponible dans la section mise à jour automatique.
Nous démontrons ici que nous ne l'écoute de nos utilisateurs et ajoutons où les fonctions possibles demandé avec notre propre développement progressif continue en ligne avec l'introduction continue de nouvelles technologies.
Pas toutes les demandes individuelles sont ajoutés parce que nous avons maintenant 10 000 systèmes individuels là-bas avec peut-être plus de 15.000 utilisateurs individuels et bien sûr nous avons un seul logiciel. Bien sûr, cela devient une opération gigantesque et quelques fois une nouvelle fonctionnalité ou une fonction est un compromis pour certains utilisateurs à ce qu'ils aiment, mais à de nombreux autres tout ce qu'ils recherchent.
Il est également important que nous ajoutons des fonctionnalités que nous ne perdent pas l'appel du logiciel étant facile à utiliser. Il est facile d'ajouter cloches et de sifflets et de rendre difficile à utiliser, mais difficile à mettre en œuvre de nombreuses fonctionnalités tout en améliorant réellement la facilité d'utilisation.
Nous avons un groupe de fidèles de bêta-testeurs qui nous aident et c'est avec leur aide dévouée que nous sommes en mesure de vous apporter un niveau élevé d'intégrité dans notre logiciel de OneCNC.
Essentiellement, ce que cette mise à jour comprend:
Nouvelle vitesse turbo pour la création de sentiers très visibles avec une grande ébauche de niveau Z où la vitesse de création est de 2 à 10 fois plus rapide que les versions précédentes de l'outil. Alors que ce n'est pas répertorié comme une nouvelle fonction, il est une amélioration spectaculaire et passionnante pour les utilisateurs de puissance.
Face aux limites internes.
Une. Fonction empochant a une nouvelle capacité de finir avec le même outil que l'ébauche.
2. Empochant maintenant a l'entrée séparée et sortie sur la coupe de finition.
3. fonctions de poche a la capacité pour la finition du fond par voie de dernière coupe.
4. Nouvelle capacité pour la vitesse indépendant et alimentation sur-tour dans la finition de poche
5. Terminer l'alimentation de la poche et indépendant de la vitesse ou un pourcentage de la ébauche.
6. Pocket dispose de 3 types de finition aux niveaux personnalisés, les niveaux d'ébauche ou la profondeur totale.
7. fonction du profil a la capacité de finir avec le même outil que l'ébauche
8. fonction du profil a de multiples passes d'ébauche.
9. Profil a l'entrée et la sortie automatique indépendant.
10. Profil a la capacité pour les aliments et les vitesses de finition personnalisés.
11. Profil fonction a fini de fond par l'intermédiaire de la dernière coupe
12. fonction du profil avec des coupes de finition sur mesure pour la finition pratique pour les profils coniques
13. Fonction de Cercle propre a la capacité de finir avec le même outil que l'ébauche
14. Cercle propre a la sortie automatique de l'entrée de l'ébauche et la finition
15. Fonction de cercle propre a finition du fond par la dernière coupe
16. Cercle Clean a ajouté cône maintenant.
17. L'alimentation de finition du cercle et de la vitesse propre indépendant ou un pourcentage de la ébauche
18. Fonction chanfrein comprend une nouvelle entrée sortie indépendante à la coupe.
19. Nouveau plan de construction pour le plan de la vue de l'écran
20. Nouvelle capacité en poste pour le forage d'avoir XY à première position
21, New possibilité d'avoir un pré-appel d'outil dans le changement d'outil pour appeler le prochain outil prêt
22. Nouvelle capacité dans le poste pour le changement d'outil pour avoir la position XY avant l'appel à la longueur outil échantillon New capacité de reproduire un groupe dans le Gestionnaire NC
23. Nouvelle capacité de reproduire une fonction dans le Gestionnaire NC
24. Sécurité d'un nouveau dongle prêt pour une nouvelle série de la clé électronique spécialement conçu pour OneCNC
25. Nouvelle capacité de quarts de travail dans la capacité Shift NC nouveau directeur de travail pour plusieurs axes où la machine nécessite une journée de travail à tourner avec la partie
26. Nouveau contrôle les quarts de travail pour permettre la coupure de la rotation de la Période de travail pour les machines à position fixe
27. Nouvelle capacité multi-axes pour gérer le contrôle directionnel sur l'axe X et Y en temps réel dans le poste
28. Nouvelle capacité pour contrôler l'aperçu précis de la machine mouvements en temps réel de plusieurs axes
29. Le lien DNC a été modifié pour une meilleure tenue de procès et la sauvegarde des fichiers volumineux
30. Ajouts étendus pour 10 langues ainsi que le support Unicode maintenant dans l'éditeur DNC.
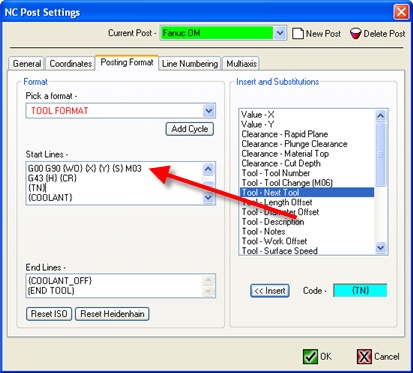
31. Le poste G01 peut désormais inclure la {S} pour permettre à la vitesse de la broche sur-ride pour les coupes de finition
32. La sélection d'outils a été modifié pour avoir amélioré la logique de sécurité sélection en temps réel sapin des longueur et le diamètre des compensations et la possibilité de modifier la coutume ces registres.
33. support de tourillon pour les différentes machines grand public comme Haas Hermle DMG Mikron visuel aperçu en temps réel de l'opération de la machine.
34. Le lien de la newsletter se trouve maintenant dans l'onglet Aujourd'hui OneCNC.
35. Vous pouvez maintenant sélectionner surface extrusion même si la surface peut faire partie d'un solide à extruder le solide.
36. Nouvelle fonctionnalité ajoutée dans le menu Fichier> Propriétés> couleurs> pour sélectionner une couleur pour l'indicateur de boule de quart de travail.
Ainsi que de nombreuses autres améliorations et ajustements ne sont pas spécifiquement énumérés ici.
plan de construction
Ce nouveau plan de construction permet l'avion à être créé par le plan de vue courant.
Nouveau plan de construction pour le plan de la vue de l'écran est pratique pour positionner le plan de travail multi-axes où la zone à des machines comme vu est clair de toute obstruction. C'est parce que vous pouvez définir le plan d'usinage au plan de construction. Cela peut être fait en créant une frontière ou une surface d'étendues etc

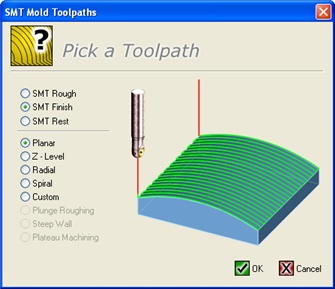
SMT parcours d'outil de
Le SMT parcours d'outil de ont été optimisées pour une mesure maintenant qu'ils sont de deux à dix fois plus rapide que la précédente sur de gros fichiers, parce que nous avons intégré la nouvelle technologie Turbo. Ceci est très visible sur l'ébauche du niveau de Z et de finition permettant la tolérance de finition est fixé serré et encore calculer dans un délai raisonnable.
Alors que ce n'est pas répertorié comme une nouvelle fonction, il est une amélioration spectaculaire et passionnante pour les utilisateurs de puissance.
Plusieurs axes Usinage
Axe usinage multi a maintenant la possibilité d'avoir le contrôle directionnel à la fois sur l'axe 4 et 5. Dans le mode 5 axes 4ème axe principal peut être dans le X ou l'axe Y.
Tourillon de soutien
Le support est maintenant disponible pour toutes les machines ordinaires Haas Micron Hermle DMG pour n'en nommer que quelques-uns qui ont été installés au cours des derniers mois.
modèles de tourillon pour un aperçu plein de simulation pour vérifier l'intégrité du programme ont été mis à disposition pour téléchargement à partir du service OneCNC Bulletin.
Ci-dessous montre un DMG Tourillon de leur machine à DMU50 que nous avons récemment installé à la fois sur Siemens et Heidenhain commandes de la machine.
Fonction de poche
Fonction empochant a maintenant la capacité de finir avec le même outil que l'ébauche avec sortie automatique d'entrée pour le début et la fin de la coupe de finition.
Nouvelle capacité dans les fonctions de poche pour la finition du fond par voie de dernière coupe.
Nouvelle capacité d'entrée et de sortie indépendant de coupe dans la finition de poche
Nouvelle possibilité de personnaliser le flux d'arrivée de la poche et indépendant de la vitesse ou un pourcentage de la ébauche.
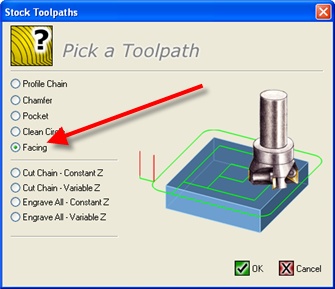
Le premier dialogue sur les chemins de l'outil Stock n'y a aucun changement et les sélections sont tout de même.
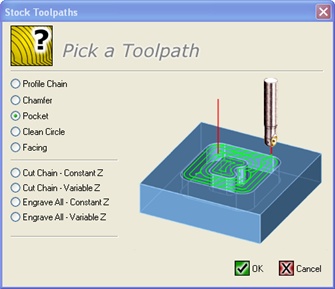
La boîte de dialogue suivante est également le même si il n'y a pas de nouveaux paramètres à apprendre ici.
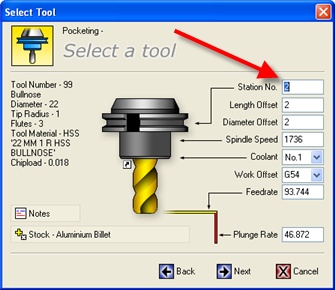
La boîte de dialogue de sélection de l'outil a un changement de fonctionnalité.
Le numéro de la station a une nouvelle technologie de sécurité automatique pour permettre des changements dans les décalages.
Il n'y a aucune aucune zone pour la sélection de l'outil. Le numéro de la station soit provient de la bibliothèque de l'outil sur la sélection de l'outil ou que vous venez de taper le numéro de station. Le fait est de cette façon afin que vous entrez le numéro d'outil la longueur décalage et le décalage diamètre sera réglée automatiquement.
La bonne méthode de sélection et le réglage d'un outil
Lorsque cette boîte de dialogue apparaît la première chose à faire est de sélectionner l'outil avant tous les autres paramètres.
Une. Outil de sélection
2. Sélectionnez le numéro de station (longueur et diamètre hors site va changer)
Vérifiez que la longueur et le diamètre de décalage sont corrects
3. Choisir le matériel (sauf si déjà fait)
4. Sélectionnez refroidissement (sauf si déjà fait)
5. Sélectionnez décalage (sauf si déjà fixé)
Cliquez sur Suivant.
Remarque:
Après avoir défini l'outil et les décalages, il est maintenant possible pour vous de changer les décalages de numéros personnalisés plutôt que les mêmes numéros si nécessaire et ils resteront fixés.
Si vous modifiez les décalages à un moment plus tard, ils vont rester ensemble.
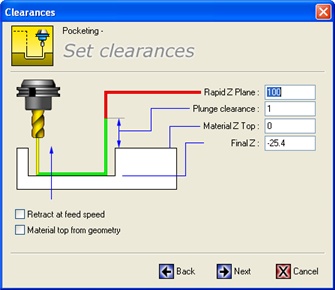
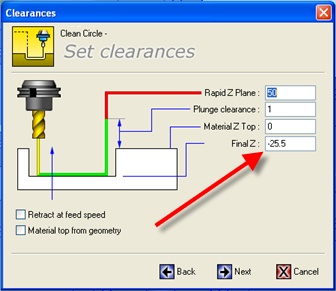
La boîte de dialogue Définir les autorisations est la même que précédemment.
Z final
Il s'agit de la valeur en valeur absolue ou la valeur de la limite de la géométrie sélectionnée de la poche tel que défini par le marquage du matériel haut de Geometry.
Matériel Haut De Géométrie
Vous avez la possibilité de choisir que la valeur Z des poches est d'une valeur absolue en Z ou il valeur Z peut être fait la même que la géométrie de la limite de poche sélectionné.
Avertissement Note spéciale:
Nous ne soulignons également à ce point le plan de dégagement de Z doit toujours être supérieure à la hauteur de la pince ou tout autre hauteur de l'obstruction sur la pièce à usiner de sorte que lorsque les rapides de l'outil sur le travail, il sera toujours dans une position de dégagement pour une sécurité complète.
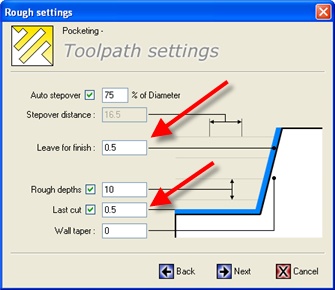
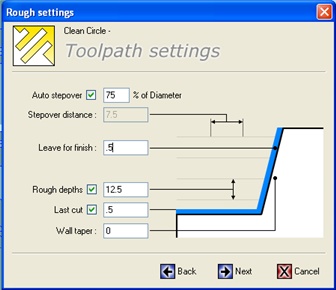
Cette boîte de dialogue suivante montre la nouvelle technologie pour l'ébauche et la finition de la poche.
Paramètres bruts
Étape automatique Plus
L'étape automatique peut rester fixé sur une fois que le pas souhaité sur est établi. L'étape plus pour la tire est normalement d'environ 50%, bien que cela peut être réglé à votre quantité désirée tant qu'il nettoie la poche. Ceci peut être vérifié en exécutant la simulation et si elle n'est pas nettoyer le pourcentage peut être modifié sans avoir à sélectionner à nouveau la poche.
Step Over Distance
Si vous voulez l'étape plus d'être une distance exacte juste tag non l'étape de l'automobile et insérez la valeur requise dans l'étape sur la boîte à distance qui ne sera pas grisé fois non balisé.
Congé pour Terminer
Il s'agit de la valeur pour le montant que vous allez partir pour la coupe de finition qui sera effectuée dans la boîte de dialogue suivante.
NOTE SPÉCIALE sur fond rugueux:
Profondeurs bruts
Il s'agit de la valeur de la profondeur de coupe réelle et qu'il est "pas une profondeur moyenne plus", mais plutôt le montant réel de la profondeur de coupe.
Dernière Cut
Il s'agit de la valeur de la coupe finale sur le fond de la poche qui devient effectivement la coupe de finition sur la partie inférieure.
Taper mur
cône de mur est les degrés réels de cône sur la paroi de la poche.
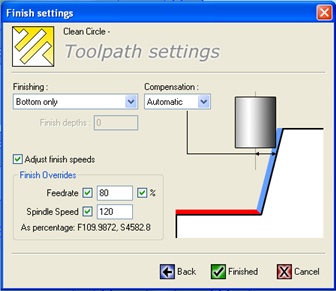
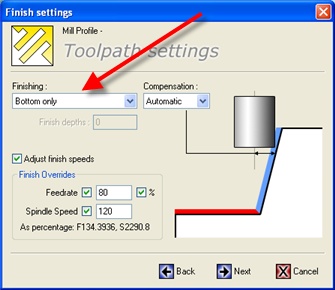
Réglages de finition
C'est là que vous définissez la fonctionnalité de la finition. Cela se produit si vous avez défini une valeur pour la finition définir les paramètres de dialogue rugueux.
Dans les paramètres de dialogue bruts si vous définissez une valeur pour la finition, il sera appliqué à la finition. Même si vous n'avez pas une valeur, il régler effectuera la finition essentiellement comme une coupe de printemps.
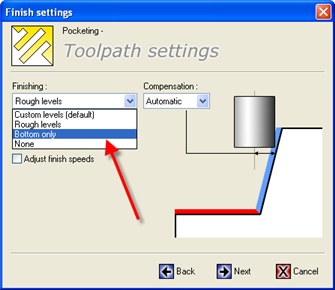
La finition peut être défini comme:
Niveaux bruts
Nous allons utiliser le même outil que l'ébauche et effectuer des coupes de finition au même niveau que celles utilisées pour l'ébauche il est donc appelé les niveaux bruts.
Seulement bas
Si cela est utilisé, il effectuera la finition en une passe à la profondeur de la poche.
Niveaux de mesure
Cette valeur vous permet de régler la profondeur de finition que vous désirez. Par exemple, si la poche a paroi conique vous pouvez régler cette amende et d'utiliser un broyeur à boulets avec un petit rayon de pointe et faire la finition de profondeur amende passe.
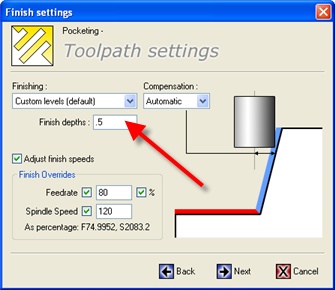
Cette image montre les niveaux personnalisés
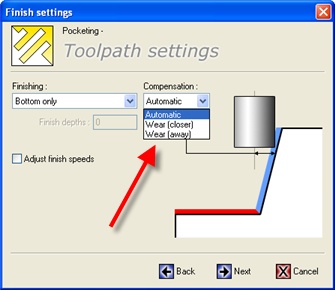
Compensation de l'outil:
Vous avez 3 choix ici
Automatique
C'est là OneCNC automatiquement compenser la coupe en utilisant la valeur du rayon de la bibliothèque de l'outil et le type recommandé de compensation.
Porter (Closer)
Ce paramètre utilise le décalage automatique et applique les codes de correction pour la machine de sorte que vous pouvez avoir le contrôle de la tolérance de l'outil à votre commande de la machine pour contrôler des tolérances serrées.
Porter (Away)
Ce paramètre utilise le décalage automatique et applique les codes de correction pour la machine de sorte que vous pouvez avoir le contrôle de la tolérance de l'outil à votre commande de la machine pour contrôler des tolérances serrées.
Avertissement spécial sur l'utilisation des Usure Closer ou à l'extérieur
Lorsque vous utilisez cette fonction, il doit être utilisé avec prudence et de soins. Il exige que vous ayez une valeur zéro pour le diamètre de l'outil dans le contrôle parce que le logiciel est automatiquement mise à l'outil. La seule valeur que vous avez besoin d'utiliser à la commande de la machine serait le montant de la tolérance que vous devez ajuster par de tenir la taille de tolérance que vous désirez.
Terminer cours de tour
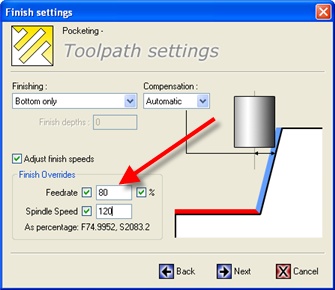
Réglez délais de finition
Si vous marquez ajuster la vitesse de finition, il vous permettra d'utiliser un flux et vitesse différente de celle de l'ébauche.
Marquage la régler ne tourne que la capacité d'ajustement sur. Il ne tourne pas sur la vitesse ou variation d'alimentation. Qui est activé par le marquage l'alimentation ou de la boîte de tag de vitesse.
Si vous marquez ce les cases apparaissent comme indiqué. Vous pouvez entrer des valeurs réelles pour l'alimentation et la vitesse ou vous pouvez faire un pourcentage des avances et des vitesses d'origine.
Pour que vous puissiez utiliser cette fonction, vous pouvez avoir à effectuer les opérations suivantes.
Un nouvel utilisateur avec une installation propre
Vous n'aurez pas besoin de faire quoi que ce soit que l'ajustement a déjà été fait pour votre message.
Pour les utilisateurs de OneCNC existants
Si vous êtes un utilisateur existant et vous avez installé cette mise à jour sur le dessus de votre logiciel existant, vous aurez besoin d'ajuster le poste pour cette action qui se déroulera dans l'affichage.
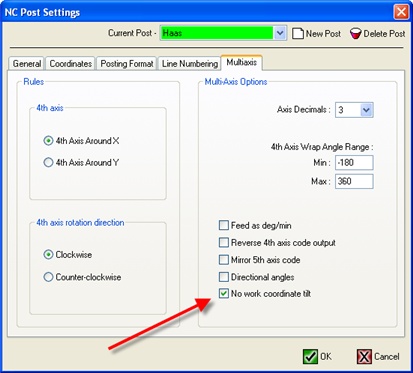
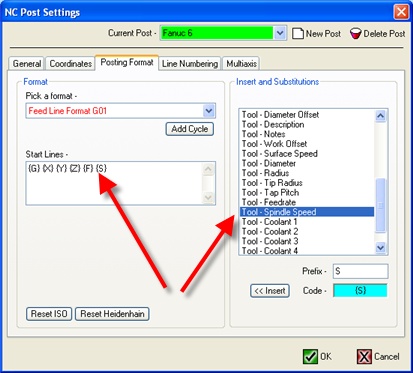
Réglage de votre message pour activer la Vitesse de variation
Il suffit d'ouvrir le poste que vous utilisez et insérer le {S} dans le G01 RSS ligne Format comme indiqué ici.
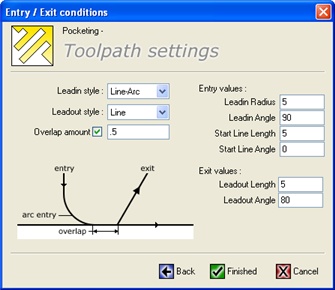
C'est là que vous définissez votre flux et la vitesse personnalisé pour le profil d'arrivée.
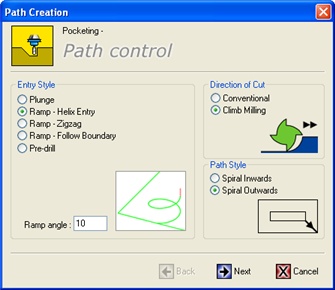
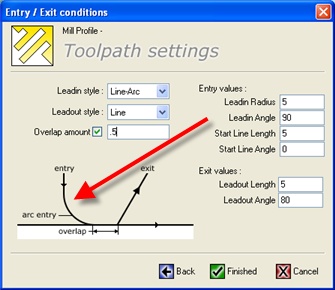
Conditions d'entrée sortie
Il s'agit de la dernière boîte de dialogue dans laquelle vous définissez les conditions de sortie d'entrée. Il ya des réglages séparés pour l'entrée et la sortie. Vous pouvez avoir 3 modèles d'entrée ou de sortie.
Ligne
C'est là que vous avez juste une seule ligne à l'entrée ou à la sortie
Line Line
C'est là que vous pouvez avoir l'entrée ou à la sortie Line Line qui, pour utilisation dans des zones difficiles à contrôler la direction et la méthode de l'entrée ou de sortie. La longueur de la ligne de départ est la longueur de la première ligne d'entrée pour lequel vous avez un angle de ligne de départ qui s'applique à elle. La deuxième ligne qui est la tête de ligne a également son propre contrôle de l'angle de cette partie de la ligne de l'entrée ou de sortie. Il est recommandé de définir cette parcelle et en arrière et de voir les résultats jusqu'à ce que vous devenez confiant dans l'utilisation de celui-ci. En cas de doute tilisez juste ligne ou un arc de ligne qui est plus facile à utiliser.
Ligne Arc
La raison pour laquelle il ya une ligne et d'arc de la compensation le cas échéant a lieu sur cette première ligne avant l'arc car il n'est pas possible d'utiliser la compensation directement sur un arc.
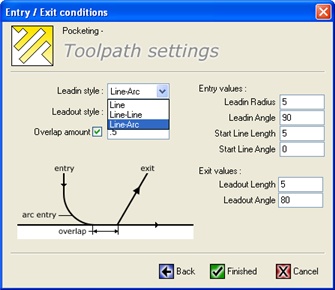
Chevauchement
Ce paramètre est ajouté pour assurer un bon mélange de la finition. Il doit être utilisé avec précaution avec des poches difficiles et ne doit jamais être utilisé à proximité des coins et des bords inclinés pointus comme le chevauchement peut aller au-delà de ce point. Une longueur normale pour cela ne doit pas être supérieure à dire 5% du rayon de l'outil pour un chevauchement.
NCManager
Le gestionnaire NC a été largement modifié pour inclure maintenant la duplication des groupes et des doublons de fonctions
Dupliquer Groupe
Pour dupliquer un groupe juste en évidence le groupe dans le gestionnaire et cliquez sur le bouton droit de la souris et le menu apparaît. Sélectionner le groupe double d'ici et tout le groupe sera dupliqué.
Cette capacité reproduit toutes les fonctions au sein du groupe et crée un nouveau groupe appelé Duplicate du groupe (nom).

Dupliquer opération
Cette fonction permet la copie d'une opération particulière.
Pour dupliquer une opération juste mettre en évidence la fonction et cliquez sur le bouton droit de la souris et sélectionner le fonctionnement en double.

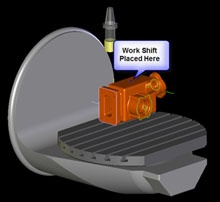
Quart de travail
Nouvelle capacité de quarts de travail dans le Gestionnaire NC

Le nouveau décalage d'origine est de la capacité de l'axe 3, mais aussi convient capacité multi-axes.
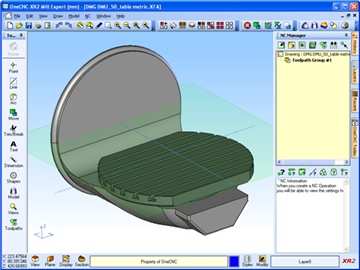
Si vous ne sélectionnez pas le quart de travail et placez-le sur votre partie, il travaillera comme il l'a toujours fait depuis le réticule de l'écran. Il est seulement travaille si vous sélectionnez une position éloignée de XY zéro. Pour l'avoir à zéro XY du réticule qui est où il est par défaut et ne montre pas comme une balle, car il serait éteint à ce moment-là.
Pour utiliser cette fonction, il suffit de faire vos parcours d'outil de façon normale sans se soucier où le zéro de XY est. Ensuite, lorsque vous postez un clic droit sur le groupe dans le gestionnaire de nc et sélectionnez le poste de travail et placer le poste de travail sur la position de la partie où vous voulez qu'il soit la position XY zéro ou le travail Coordonner sur la machine. Par défaut, il s'affiche comme une petite boule noire. Si vous voulez la couleur de ce qui sera personnalisé Accédez aux propriétés> Couleurs> et changer la valeur par défaut du noir à la couleur choisie.
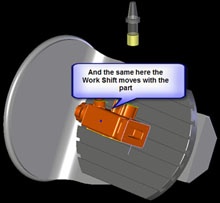
Ceci permet maintenant à la partie à être positionné n'importe où sur l'écran lors de la programmation et du poste de travail peut être utilisé pour placer le travail de coordonnées XY de zéro sur la partie.
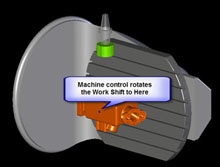
Pour plusieurs axes où la machine nécessite une journée de travail à tourner avec la partie
Nouveau contrôle les quarts de travail pour permettre la coupure de la rotation de la Période de travail pour les machines à position fixe
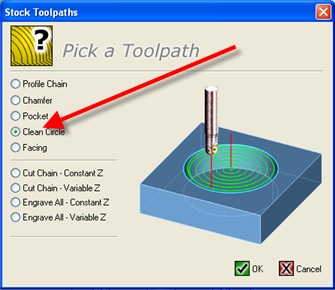
Fonction de Cercle propre
Nouvelle fonction Cercle propre, qui a la capacité de finir avec le même outil que l'ébauche avec la sortie d'entrée automatique.
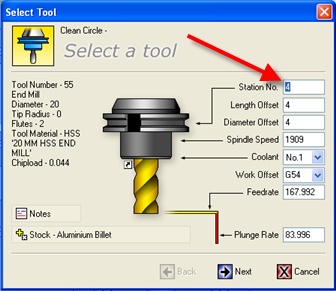
La boîte de dialogue de sélection de l'outil a un changement de fonctionnalité.
Le numéro de la station a une nouvelle technologie de sécurité automatique pour permettre des changements dans les décalages.
Il n'y a aucune aucune zone pour la sélection de l'outil. Le numéro de la station soit provient de la bibliothèque de l'outil sur la sélection de l'outil ou que vous venez de taper le numéro de station. Le fait est de cette façon afin que vous entrez le numéro d'outil la longueur décalage et le décalage diamètre sera réglée automatiquement.
La bonne méthode de sélection et le réglage d'un outil
Lorsque cette boîte de dialogue apparaît la première chose à faire est de sélectionner l'outil avant tous les autres paramètres.
Une. Outil de sélection
2. Sélectionnez le numéro de station (longueur et diamètre hors site va changer)
Vérifiez que la longueur et le diamètre de décalage sont corrects
3. Choisir le matériel (sauf si déjà fait)
4. Sélectionnez refroidissement (sauf si déjà fait)
5. Sélectionnez décalage (sauf si déjà fixé)
Cliquez sur Suivant.
Remarque:
Après avoir défini l'outil et les décalages, il est maintenant possible pour vous de changer les décalages de numéros personnalisés plutôt que les mêmes numéros si nécessaire et ils resteront fixés.
Si vous modifiez les décalages à un moment plus tard, ils vont rester ensemble.
La boîte de dialogue Définir les autorisations est la même que précédemment.
Z final
Il s'agit de la valeur en valeur absolue ou la valeur de la limite de la géométrie sélectionnée de la poche tel que défini par le marquage du matériel haut de Geometry.
Matériel Haut De Géométrie
Vous avez la possibilité de choisir que la valeur Z des poches est d'une valeur absolue en Z ou il valeur Z peut être fait la même que la géométrie de la limite de poche sélectionné.
Avertissement Note spéciale:
Nous ne soulignons également à ce point le plan de dégagement de Z doit toujours être supérieure à la hauteur de la pince ou tout autre hauteur de l'obstruction sur la pièce à usiner de sorte que lorsque les rapides de l'outil sur le travail, il sera toujours dans une position de dégagement pour une sécurité complète.
Cette boîte de dialogue suivante montre la nouvelle technologie pour l'ébauche et la finition de la poche.
Paramètres bruts
Étape automatique Plus
L'étape automatique peut rester fixé sur une fois que le pas souhaité sur est établi. L'étape sur pour cercle propre est normalement autour de 50% même si cela peut être réglé à votre quantité désirée tant qu'il nettoie la poche. Ceci peut être vérifié en exécutant la simulation et si elle n'est pas nettoyer le pourcentage peut être modifié sans avoir à sélectionner à nouveau la poche.
Step Over Distance
Si vous voulez l'étape plus d'être une distance exacte juste tag non l'étape de l'automobile et insérez la valeur requise dans l'étape sur la boîte à distance qui ne sera pas grisé fois non balisé.
Congé pour Terminer
Il s'agit de la valeur pour le montant que vous allez partir pour la coupe de finition qui sera effectuée dans la boîte de dialogue suivante.
Profondeurs bruts
Il s'agit de la valeur de la profondeur de coupe réelle et n'est pas une moyenne mais plus la quantité réelle de la profondeur de coupe.
Dernière Cut
Il s'agit de la valeur de la coupe finale sur le fond de la poche qui devient effectivement la coupe de finition sur la partie inférieure.
Taper mur
cône de mur est les degrés réels de cône sur la paroi de la poche.
Terminer cours de tour
Réglez délais de finition
Si vous marquez ajuster la vitesse de finition, il vous permettra d'utiliser un flux et vitesse différente de celle de l'ébauche.
Marquage la régler ne tourne que la capacité d'ajustement sur. Il ne tourne pas sur la vitesse ou variation d'alimentation. Qui est activé par le marquage l'alimentation ou de la boîte de tag de vitesse.
Si vous marquez ce les cases apparaissent comme indiqué. Vous pouvez entrer des valeurs réelles pour l'alimentation et la vitesse ou vous pouvez faire un pourcentage des avances et des vitesses d'origine.
Pour que vous puissiez utiliser cette fonction, vous pouvez avoir à effectuer les opérations suivantes.
Un nouvel utilisateur avec une installation propre
Vous n'aurez pas besoin de faire quoi que ce soit que l'ajustement a déjà été fait pour votre message.
Pour les utilisateurs de OneCNC existants
Si vous êtes un utilisateur existant et vous avez installé cette mise à jour sur le dessus de votre logiciel existant, vous aurez besoin d'ajuster le poste pour cette action qui se déroulera dans l'affichage.
Réglage de votre message pour activer la Vitesse de variation
Il suffit d'ouvrir le poste que vous utilisez et insérer le {S} dans le G01 RSS ligne Format.
Compensation de l'outil:
Vous avez 4 choix ici
Automatique
C'est là OneCNC automatiquement compenser la coupe en utilisant la valeur du rayon de la bibliothèque de l'outil et le type recommandé de compensation.
Machine
Cette compensation de coupe passe les codes de la machine pour permettre coupe le plein contrôle un échantillon sur la passe de finition. Bien sûr, cela vous oblige à avoir les registres correctement configuré dans le contrôle de la machine pour gérer cela correctement.
Vous devez prendre le plus grand soin à la lecture de votre manuel de la machine-outil pour s'assurer que vous êtes capable d'utiliser l'une des fonctions de correction d'outil.
Si vous avez le moindre doute dans l'utilisation de la compensation de rayon d'utiliser le réglage automatique. Ce réglage OneCNC sera automatiquement compensée pour l'utilisateur.
Porter (Closer)
Ce paramètre utilise le décalage automatique et applique les codes de correction pour la machine de sorte que vous pouvez avoir le contrôle de la tolérance de l'outil à votre commande de la machine pour contrôler des tolérances serrées.
Porter (Away)
Ce paramètre utilise le décalage automatique et applique les codes de correction pour la machine de sorte que vous pouvez avoir le contrôle de la tolérance de l'outil à votre commande de la machine pour contrôler des tolérances serrées.
Avertissement spécial sur l'utilisation des Usure Closer ou à l'extérieur
Lorsque vous utilisez cette fonction, il doit être utilisé avec prudence et de soins. Il exige que vous ayez une valeur zéro pour le diamètre de l'outil dans le contrôle parce que le logiciel est automatiquement mise à l'outil. La seule valeur que vous avez besoin d'utiliser à la commande de la machine serait le montant de la tolérance que vous devez ajuster par de tenir la taille de tolérance que vous désirez.
Face Fonction
Face aux îles
La fonction face peut maintenant avoir des limites internes à la face. C'est juste une question de sélection de la limite face ainsi que les frontières internes. Ceci est approprié tant qu'il n'y a pas de saillie au-dessus du niveau de dressage. Si il ya des saillies ci-dessus qui doivent être évités, il est préférable d'utiliser la fonction de poche.
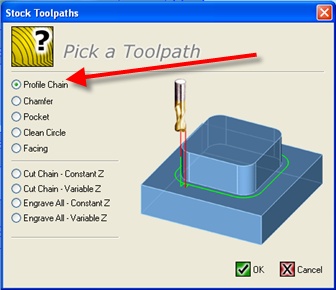
Profil chaîne
Fonction Profil de la chaîne
Nouvelle fonction du profil qui a la capacité de finir avec le même outil que l'ébauche avec la sortie d'entrée automatique.
La première boîte de dialogue comme indiqué ici sous n'a pas changé c'est là que vous sélectionnez la fonction de profil de.
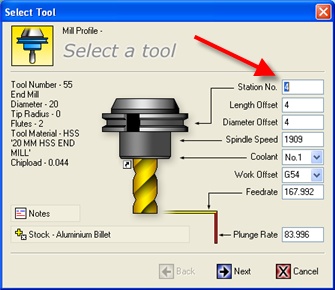
La boîte de dialogue de sélection de l'outil a un changement de fonctionnalité.
Le numéro de la station a une nouvelle technologie de sécurité automatique pour permettre des changements dans les décalages.
Il n'y a aucune aucune zone pour la sélection de l'outil. Le numéro de la station soit provient de la bibliothèque de l'outil sur la sélection de l'outil ou que vous venez de taper le numéro de station. Le fait est de cette façon afin que vous entrez le numéro d'outil la longueur décalage et le décalage diamètre sera réglée automatiquement.
La bonne méthode de sélection et le réglage d'un outil
Lorsque cette boîte de dialogue apparaît la première chose à faire est de sélectionner l'outil avant tous les autres paramètres.
Une. Outil de sélection
2. Sélectionnez le numéro de station (longueur et diamètre hors site va changer)
Vérifiez que la longueur et le diamètre de décalage sont corrects
3. Choisir le matériel (sauf si déjà fait)
4. Sélectionnez refroidissement (sauf si déjà fait)
5. Sélectionnez décalage (sauf si déjà fixé)
Cliquez sur Suivant.
Remarque:
Après avoir défini l'outil et les décalages, il est maintenant possible pour vous de changer les décalages de numéros personnalisés plutôt que les mêmes numéros si nécessaire et ils resteront fixés.
Si vous modifiez les décalages à un moment plus tard, ils vont rester ensemble.
La boîte de dialogue Définir les autorisations est la même que précédemment.
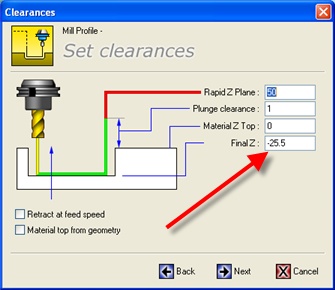
Z final
Il s'agit de la valeur en valeur absolue ou la valeur de la limite de la géométrie sélectionnée de la poche tel que défini par le marquage du matériel haut de Geometry.
Matériel Haut De Géométrie
Vous avez la possibilité de choisir que la valeur Z des poches est d'une valeur absolue en Z ou il valeur Z peut être fait la même que la géométrie de la limite de poche sélectionné.
Avertissement Note spéciale:
Nous ne soulignons également à ce point le plan de dégagement de Z doit toujours être supérieure à la hauteur de la pince ou tout autre hauteur de l'obstruction sur la pièce à usiner de sorte que lorsque les rapides de l'outil sur le travail, il sera toujours dans une position de dégagement pour une sécurité complète.
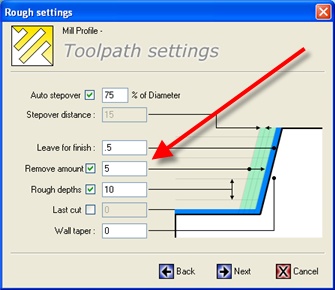
Cette boîte de dialogue suivante montre la nouvelle technologie pour l'ébauche et la finition de la poche.
Paramètres bruts
Étape automatique Plus
L'étape automatique peut rester fixé sur une fois que le pas souhaité sur est établi. L'étape plus est normalement d'environ 50%, bien que cela peut être réglé à votre quantité désirée. Ceci peut être vérifié en exécutant la simulation et si elle n'est pas nettoyer le pourcentage peut être modifié sans avoir à re-sélectionner la chaîne.
Step Over Distance
Si vous voulez l'étape plus d'être une distance exacte juste tag non l'étape de l'automobile et insérez la valeur requise dans l'étape sur la boîte à distance qui ne sera pas grisé fois non balisé.
Congé pour Terminer
Il s'agit de la valeur pour le montant que vous allez partir pour la coupe de finition qui sera effectuée dans la boîte de dialogue suivante.
Retirer Montant
Il s'agit de la quantité totale de matière à enlever.
Par exemple, si vous aviez un bloc de 100 mm de côté et que vous voulez qu'elle soit une taille finie de 90 mm de côté le montant de supprimer serait 5mm.
Profondeurs bruts
Il s'agit de la valeur de la profondeur de coupe réelle et n'est pas une moyenne mais plus la quantité réelle de la profondeur de coupe.
Dernière Cut
Il s'agit de la valeur de la coupe finale sur le fond de la poche qui devient effectivement la coupe de finition sur la partie inférieure.
Taper mur
cône de mur est les degrés réels de cône sur la paroi de la poche.
Terminer cours de tour
Réglez délais de finition
Si vous marquez ajuster la vitesse de finition, il vous permettra d'utiliser un flux et vitesse différente de celle de l'ébauche.
Marquage la régler ne tourne que la capacité d'ajustement sur. Il ne tourne pas sur la vitesse ou variation d'alimentation. Qui est activé par le marquage l'alimentation ou de la boîte de tag de vitesse.
Si vous marquez ce les cases apparaissent comme indiqué. Vous pouvez entrer des valeurs réelles pour l'alimentation et la vitesse ou vous pouvez faire un pourcentage des avances et des vitesses d'origine.
Pour que vous puissiez utiliser cette fonction, vous pouvez avoir à effectuer les opérations suivantes.
Un nouvel utilisateur avec une installation propre
Vous n'aurez pas besoin de faire quoi que ce soit que l'ajustement a déjà été fait pour votre message.
Pour les utilisateurs de OneCNC existants
Si vous êtes un utilisateur existant et vous avez installé cette mise à jour sur le dessus de votre logiciel existant, vous aurez besoin d'ajuster le poste pour cette action qui se déroulera dans l'affichage.
Pour prendre des mesures expliquer plus loin dans ces informations de mise à jour, vous verrez une rubrique pour la vitesse et les aliments d'ajustement.
Compensation de l'outil:
Vous avez 4 choix ici
Automatique
C'est là OneCNC automatiquement compenser la coupe en utilisant la valeur du rayon de la bibliothèque de l'outil et le type recommandé de compensation.
Machine
Cette compensation de coupe passe les codes de la machine pour permettre coupe le plein contrôle un échantillon sur la passe de finition. Bien sûr, cela vous oblige à avoir les registres correctement configuré dans le contrôle de la machine pour gérer cela correctement.
Vous devez prendre le plus grand soin à la lecture de votre manuel de la machine-outil pour s'assurer que vous êtes capable d'utiliser l'une des fonctions de correction d'outil.
Si vous avez le moindre doute dans l'utilisation de la compensation de rayon d'utiliser le réglage automatique. Ce réglage OneCNC sera automatiquement compensée pour l'utilisateur.
Porter (Closer)
Ce paramètre utilise le décalage automatique et applique les codes de correction pour la machine de sorte que vous pouvez avoir le contrôle de la tolérance de l'outil à votre commande de la machine pour contrôler des tolérances serrées.
Porter (Away)
Ce paramètre utilise le décalage automatique et applique les codes de correction pour la machine de sorte que vous pouvez avoir le contrôle de la tolérance de l'outil à votre commande de la machine pour contrôler des tolérances serrées.
Avertissement spécial sur l'utilisation des Usure Closer ou à l'extérieur
Lorsque vous utilisez cette fonction, il doit être utilisé avec prudence et de soins. Il exige que vous ayez une valeur zéro pour le diamètre de l'outil dans le contrôle parce que le logiciel est automatiquement mise à l'outil. La seule valeur que vous avez besoin d'utiliser à la commande de la machine serait le montant de la tolérance que vous devez ajuster par de tenir la taille de tolérance que vous désirez.
Réglage de votre message pour activer la Vitesse de variation
Il suffit d'ouvrir le poste que vous utilisez et insérer le {S} dans le G01 RSS ligne Format.
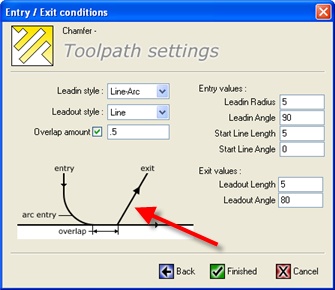
Conditions d'entrée sortie
Il s'agit de la dernière boîte de dialogue dans laquelle vous définissez les conditions de sortie d'entrée. Il ya des réglages séparés pour l'entrée et la sortie. Vous pouvez avoir 3 modèles d'entrée ou de sortie.
Ligne
C'est là que vous avez juste une seule ligne à l'entrée ou à la sortie
Line Line
C'est là que vous pouvez avoir l'entrée ou à la sortie Line Line qui, pour utilisation dans des zones difficiles à contrôler la direction et la méthode de l'entrée ou de sortie. La longueur de la ligne de départ est la longueur de la première ligne d'entrée pour lequel vous avez un angle de ligne de départ qui s'applique à elle. La deuxième ligne qui est la tête de ligne a également son propre contrôle de l'angle de cette partie de la ligne de l'entrée ou de sortie. Il est recommandé de définir cette parcelle et en arrière et de voir les résultats jusqu'à ce que vous devenez confiant dans l'utilisation de celui-ci. En cas de doute tilisez juste ligne ou un arc de ligne qui est plus facile à utiliser.
Ligne Arc
La raison pour laquelle il ya une ligne et d'arc de la compensation le cas échéant a lieu sur cette première ligne avant l'arc car il n'est pas possible d'utiliser la compensation directement sur un arc.
Nouvelle capacité dans les fonctions de profil pour la finition du fond par la dernière coupe
Nouvelle capacité de la fonction de profil avec plusieurs coupes pour l'ébauche
Nouvelle possibilité de personnaliser l'alimentation de finition du profil et de la vitesse indépendant ou un pourcentage de la ébauche.
Chanfrein Fonction
La fonction de chanfrein comprend maintenant une nouvelle entrée sortie indépendante à la coupe.
Les utilisateurs actuels avec les fichiers stockés peuvent avoir besoin de modifier les valeurs de l'entité, car il s'agit d'une fonctionnalité ajoutée à toutes les versions précédentes.
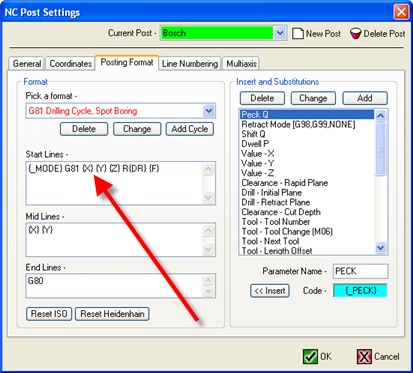
Perceuse Cycles
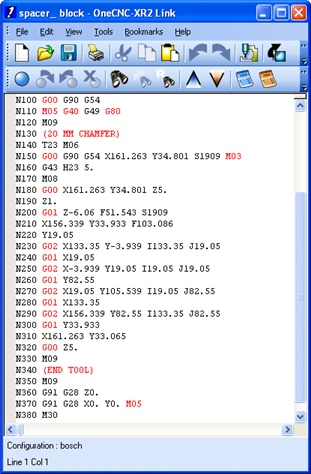
Cycles de perçage
Il est maintenant nouvelle capacité de poste pour le forage d'avoir XY à la première position. Certaines commandes de la machine généralement ceux de PC moins intelligents comme Bosch Anilam et d'autres exigent la position XY pour être dans le cycle même si la machine est déjà passé à ce moment-là.
Les utilisateurs actuels devront modifier leur poste pour ajouter cette fonctionnalité que nous ne faisons pas plus de droit les messages sur l'installation.
Changement d'outil
La capacité de changement d'outil dans le poste est maintenant changements que les nouvelles fonctionnalités énumérées ci-dessous.
Sélection du numéro de l'outil a changé. Ceci a changé en raison de la possibilité maintenant d'avoir la liberté de décalage alternées numéros à celle de l'outil.
Lors de la première sélection d'un outil, le numéro de l'outil peut provenir du fichier outil si vous avez les chiffres là ou le nombre peut être juste tapé po Lorsque vous entrez le numéro d'outil, vous verrez le numéros de registres Diamètre registre de la hauteur et changent automatiquement en même temps . Vous pouvez ensuite modifier les numéros de registre de façon indépendante si nécessaire et ils resteront en mémoire que ces chiffres pour ce programme.
Outil de pré-appel
Nouvelle possibilité d'avoir un pré-appel d'outil dans le changement d'outil pour appeler le prochain outil prêt. Cela permet machines qui sont capables d'avoir l'outil suivant appelé et avoir à portée de main dans le changeur pour un changement rapide de l'outil, plutôt que d'avoir à attendre pour le magazine à l'index.
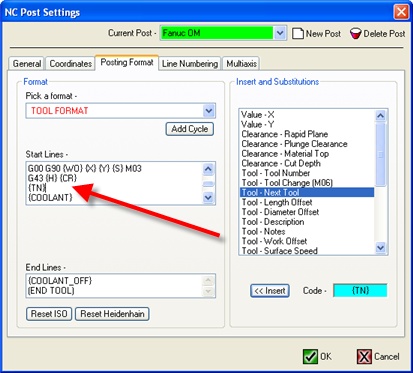
Changement d'outil XY position avant le G43
Post possède maintenant la capacité pour le changement d'outil pour avoir la position XY avant l'appel à la compensation de longueur est appliquée. Sur une nouvelle installation propre de tous les postes ont cette capacité supplémentaire.
Pour les utilisateurs existants, nous ne roulons pas sur-le poste si vous souhaitez utiliser cette nouvelle capacité, vous devez aller à la modification de l'outil de la poste et insérer le {X} {Y} à l'endroit approprié.
DNC éditeur
Le lien DNC a été modifié pour une meilleure tenue de procès et la sauvegarde des fichiers volumineux
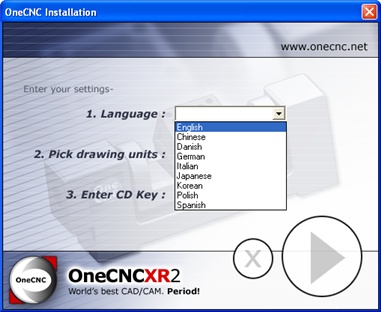
Langues
Modification vaste et ajouts pour 10 langues ainsi que le support Unicode maintenant dans l'éditeur DNC.
L'Unicode permet aux caractères japonais à être utilisés dans les notes, etc dans le programme CN.
Mises à jour OneCNC
OneCNCXP 5.23
Juil 31 2003
OneCNCXP 5.27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003