OneCNCXR2 7.51
Memperbarui 7.51 Dirilis 3 Mei 2006
Perbarui 7.51 memiliki fungsi baru
Apa yang ada di update ini:
Ini update baru untuk perangkat lunak XR2 Milling adalah update pertengahan seri yang paling luas dalam sejarah OneCNC. OneCNCXR2 hanya pengguna harus kesempatan untuk memiliki teknologi baru terbaru tanpa biaya tambahan. Jika CDROM membutuhkan ada biaya untuk ini juga sebagai biaya tambahan untuk posting dan penanganan. Silakan hubungi kantor penjualan Anda jika CDROM membutuhkan.
Update ini tersedia untuk semua pengguna lisensi untuk memeriksa update otomatis dan akan tersedia dari bagian update otomatis.
Kami menunjukkan di sini bahwa kita mendengarkan pengguna kami dan menambahkan fitur di mana diminta bersama dengan pembangunan kita sendiri terus-menerus progresif sejalan dengan pengenalan terus-menerus teknologi baru mungkin.
Tidak semua permintaan individu ditambahkan karena kita miliki sekarang 10.000 sistem individu di luar sana dengan kemungkinan lebih dari 15.000 pengguna individu dan tentu saja kita hanya memiliki satu software. Hal ini tentu saja menjadi sebuah operasi raksasa dan beberapa kali fitur baru atau fungsi trade off untuk beberapa pengguna untuk apa yang mereka suka, tetapi banyak orang lain hanya apa yang mereka cari.
Hal ini juga penting karena kami menambahkan fungsionalitas bahwa kita tidak kehilangan daya tarik dari perangkat lunak yang mudah digunakan. Sangat mudah untuk menambahkan lonceng dan peluit dan membuat sulit untuk digunakan, tetapi sulit untuk mengimplementasikan banyak fitur sementara sebenarnya meningkatkan kemudahan penggunaan.
Kami memiliki sebuah band yang setia penguji Beta yang membantu kami dan itu adalah dengan bantuan khusus mereka bahwa kita dapat membawa Anda seperti tingkat tinggi integritas dalam perangkat lunak OneCNC kami.
Pada dasarnya apa yang update ini meliputi:
Kecepatan turbo baru untuk penciptaan alat jalan sangat terlihat dengan besar Z tingkat hidup seadanya di mana kecepatan penciptaan adalah dari 2 sampai 10 kali lebih cepat dari versi sebelumnya. Sementara ini tidak terdaftar sebagai fungsi baru itu adalah peningkatan dramatis dan salah satu yang menarik bagi pengguna listrik.
Menghadapi dengan batas-batas internal.
1. Fungsi mengantongi memiliki kemampuan baru untuk menyelesaikan dengan alat yang sama seperti hidup seadanya.
2. mengantongi sekarang memiliki masuk dan keluar yang terpisah pada akhir dipotong.
3. fungsi Pocket memiliki kemampuan untuk akhir dari bagian bawah dengan cara dipotong lalu.
4. kemampuan baru untuk kecepatan independen dan pakan lebih-naik di finish saku
5. Selesai pakan dari saku dan kecepatan independen atau persentase dari hidup seadanya itu.
6. Pocket memiliki 3 jenis finish di tingkat kustom tingkat hidup seadanya atau kedalaman penuh.
7. Profil fungsi memiliki kemampuan untuk menyelesaikan dengan alat yang sama seperti hidup seadanya
8. Profil fungsi memiliki beberapa luka seadanya.
9. Profil memiliki otomatis masuk mandiri dan keluar.
10. Profil memiliki kemampuan untuk feed finish disesuaikan dan kecepatan.
11. Profil fungsi memiliki akhir dari bagian bawah dengan cara dipotong lalu
12. Profil fungsi dengan pemotongan selesai kustom untuk menyelesaikan berguna untuk profil meruncing
Fungsi 13. Bersih Lingkaran memiliki kemampuan untuk menyelesaikan dengan alat yang sama seperti hidup seadanya
14. Bersihkan Lingkaran memiliki entri keluar otomatis hidup seadanya dan selesai
15. fungsi lingkaran Bersih memiliki akhir dari bagian bawah dengan cara dipotong lalu
16. Bersihkan lingkaran memiliki lancip menambahkan sekarang.
17. pakan akhir dari lingkaran bersih dan kecepatan independen atau persentase dari hidup seadanya yang
18. Fungsi Chamfer termasuk baru masuk independen keluar untuk memotong.
19. New pesawat konstruksi untuk tampilan layar pesawat
20. Kemampuan Baru di posting untuk pengeboran untuk memiliki XY di posisi pertama
21, kemampuan Baru untuk memiliki alat pra-panggilan dalam perubahan alat untuk memanggil alat berikutnya siap
22. Kemampuan baru di pos untuk perubahan alat untuk memiliki posisi XY sebelum panggilan untuk panjang alat comp kemampuan Baru untuk menduplikasi kelompok di Manager NC
23. Kemampuan Baru untuk menduplikasi fungsi dalam Manager NC
24. New dongle keamanan dalam kesiapan untuk seri dongle baru khusus dibuat untuk OneCNC
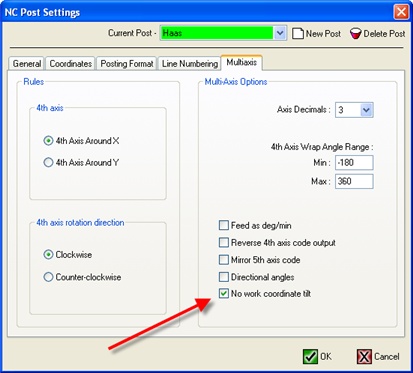
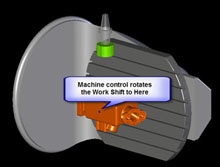
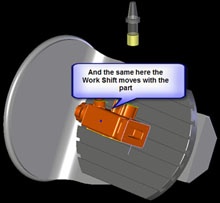
25. New Work kemampuan Pergeseran di NC Manajer Baru Kerja kemampuan Pergeseran untuk multi sumbu di mana mesin membutuhkan Shift Kerja yang akan diputar dengan bagian
26. New Work kontrol Shift untuk memungkinkan switching off dari rotasi Shift Kerja untuk mesin posisi tetap
27. New multi Axis kemampuan untuk menangani kontrol arah pada X dan Y axis real-time di pos
28. Kemampuan Baru untuk mengontrol pratinjau akurat dari gerakan mesin real-time multi axis
29. DNC Link telah dimodifikasi untuk penanganan lebih sesuai dan menyimpan file besar
30. penambahan luas untuk 10 bahasa serta dukungan Unicode sekarang dalam editor DNC.
31. pasca G01 sekarang dapat mencakup {S} untuk memungkinkan kecepatan spindle over-ride untuk pemotongan selesai
Temukan 32. Alat telah dimodifikasi untuk memiliki cemara pilihan real time ditingkatkan logika keselamatan panjang dan diameter offset dan kemampuan untuk kustom mengedit register ini.
33. dukungan Trunnion untuk berbagai mesin utama seperti Haas Hermle DMG Mikron untuk pratinjau real-time visual dari operasi mesin.
34. Link buletin sekarang dapat ditemukan di tab OneCNC Today.
35. Sekarang Anda dapat memilih permukaan mengusir meskipun permukaan dapat menjadi bagian dari solid untuk mengusir padat.
36. Fitur baru ditambahkan dalam File> Properties> warna> untuk memilih warna untuk indikator bola shift kerja.
Plus banyak perbaikan dan penyesuaian lainnya tidak secara khusus tercantum di sini.
Konstruksi Pesawat
Ini pesawat konstruksi baru memungkinkan untuk pesawat yang akan dibuat oleh pandangan saat pesawat.
Pesawat konstruksi baru untuk tampilan layar pesawat berguna untuk memposisikan pesawat untuk bekerja sumbu multi-mana daerah untuk menjadi mesin seperti yang terlihat jelas dari penghalang. Hal ini karena Anda dapat mengatur pesawat mesin untuk pesawat konstruksi. Hal ini dapat dilakukan dengan membuat batas atau permukaan luasan dll

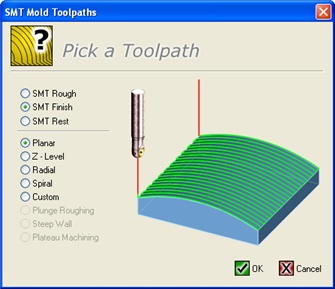
SMT Toolpath dunia
SMT Toolpath ini telah dioptimalkan ke mana sekarang mereka 2-10 kali lebih cepat dari sebelumnya pada file besar karena kita telah memasukkan Turbo Technology baru. Hal ini sangat nyata pada tingkat Z hidup seadanya dan finishing memungkinkan toleransi finish yang diatur ketat dan masih menghitung dalam waktu yang wajar.
Sementara ini tidak terdaftar sebagai fungsi baru itu adalah peningkatan dramatis dan salah satu yang menarik bagi pengguna listrik.
Multi-Axis Machining
Sumbu mesin multi kini memiliki kemampuan untuk memiliki kontrol arah atas kedua 4 dan 5 sumbu. Dalam modus 5 sumbu poros utama 4 dapat berada di sekitar X atau sumbu Y.
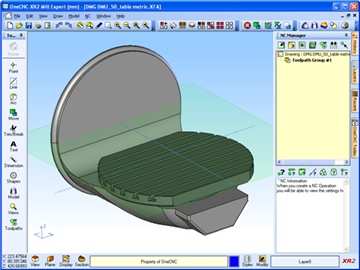
Trunnion Dukungan
Dukungan sekarang tersedia untuk semua mesin utama Haas Micron Hermle DMG untuk beberapa yang telah dipasang di beberapa bulan terakhir nama.
Model Trunnion untuk pratinjau simulasi penuh memeriksa integritas Program telah dibuat tersedia untuk di-download dari layanan OneCNC Newsletter.
Bawah ini menunjukkan DMG Trunnion dari mesin DMU50 mereka yang kita baru saja menginstal baik di Siemens dan Heidenhain mesin kontrol.
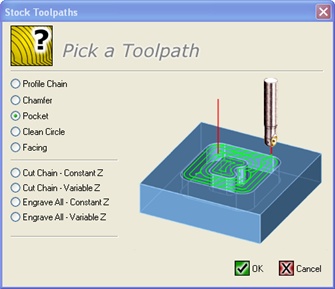
Pocket Fungsi
Mengantongi fungsi kini memiliki kemampuan untuk menyelesaikan dengan alat yang sama seperti hidup seadanya dengan masuk keluar otomatis untuk awal dan akhir dari selesai dipotong.
Kemampuan baru dalam fungsi saku untuk akhir dari bagian bawah dengan cara dipotong lalu.
Kemampuan baru untuk masuk independen dan keluar dari pemotongan selesai saku
Kemampuan baru untuk menyesuaikan pakan akhir dari saku dan kecepatan independen atau persentase dari hidup seadanya itu.
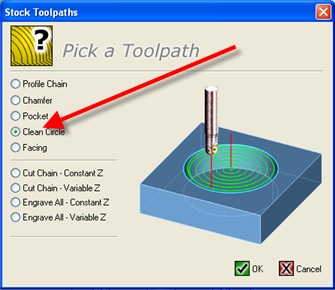
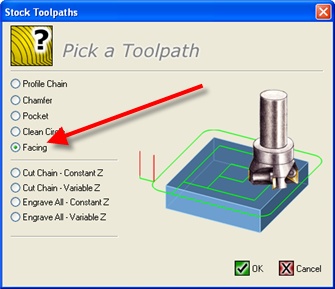
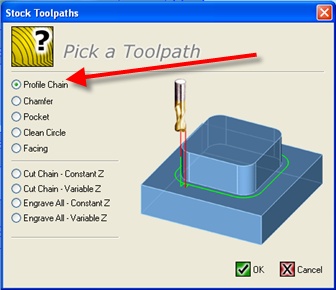
Dialog pertama pada alat Stock Jalur tidak ada perubahan dan pilihan yang sama.
Dialog berikutnya juga sama sehingga tidak ada pengaturan baru untuk belajar di sini.
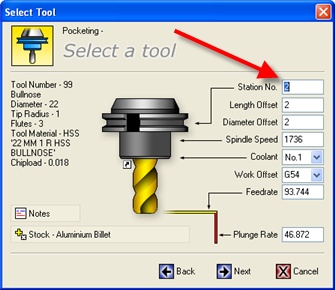
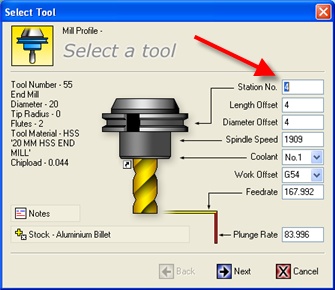
Dialog pemilihan alat memiliki perubahan fungsi.
Jumlah stasiun memiliki teknologi pengaman otomatis baru untuk memungkinkan perubahan offset.
Tidak ada ada kotak untuk pemilihan alat. Jumlah stasiun baik berasal dari perpustakaan alat pada pemilihan alat atau Anda hanya mengetikkan nomor stasiun. Yang dilakukan dengan cara ini sehingga Anda memasukkan nomor alat panjang offset dan diameter mengimbangi akan secara otomatis ditetapkan.
Metode yang benar memilih dan menetapkan Alat sebuah
Ketika dialog ini muncul hal pertama yang harus dilakukan adalah memilih alat sebelum pengaturan lainnya.
1. Pilih alat
2. Pilih Station Number (panjang dan diameter luar kantor akan berubah)
Periksa panjang dan diameter diimbangi benar
3. Pilih bahan (kecuali sudah ditetapkan)
4. Pilih pendingin (kecuali sudah ditetapkan)
5. Pilih pekerjaan offset (kecuali sudah ditetapkan)
Klik Berikutnya.
Catatan:
Setelah Anda telah mengatur alat dan offset adalah mungkin sekarang bagi Anda untuk mengubah offset untuk nomor kustom daripada nomor yang sama jika diperlukan dan mereka akan tetap diatur.
Jika Anda mengedit offset di lain waktu mereka akan tinggal set.
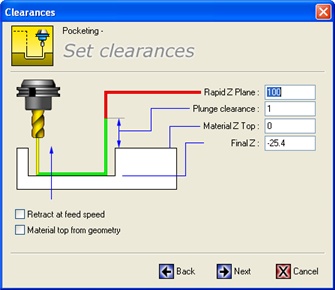
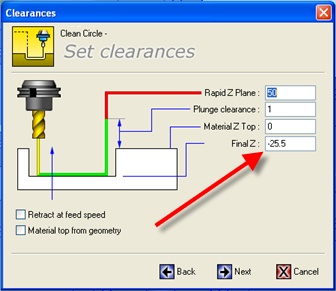
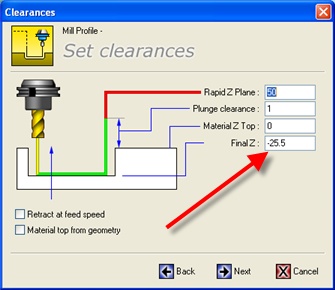
Dialog set izin adalah sama seperti sebelumnya.
Akhir Z
Ini adalah nilai nilai absolut atau nilai dari batas geometri yang dipilih dari saku seperti yang didefinisikan oleh tag Top Bahan dari Geometri.
Bahan Top Dari Geometri
Anda memiliki kemampuan untuk memilih bahwa nilai Z dari kantong adalah dari nilai Z absolut atau nilai Z bisa dibuat sama dengan geometri batas saku yang dipilih.
Peringatan khusus Catatan:
Kami melakukan juga stres pada saat ini pesawat Z izin harus selalu ditetapkan di atas ketinggian penjepit atau ketinggian obstruksi lain di bagian yang mesin sehingga ketika jeram alat atas pekerjaan itu akan selalu berada dalam posisi izin untuk keselamatan lengkap.
Dialog berikutnya ini menunjukkan teknologi baru untuk hidup seadanya dan finishing dari saku.
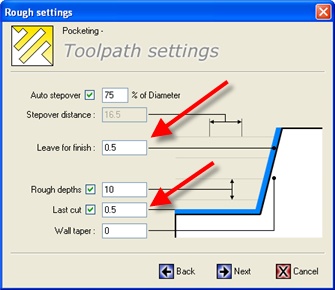
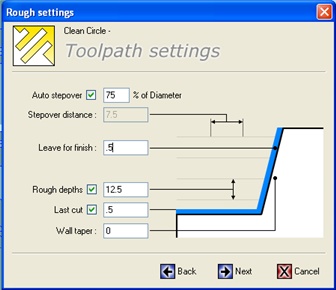
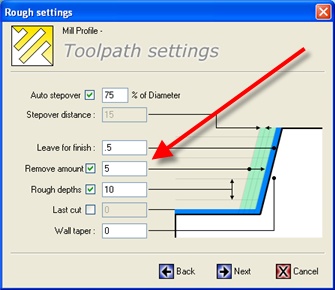
Pengaturan kasar
Langkah otomatis Lebih
Langkah otomatis lebih dapat tetap set sekali langkah yang diinginkan lebih didirikan. Langkah di atas untuk mengantongi biasanya sekitar 50% meskipun ini dapat diatur untuk jumlah yang Anda inginkan selama itu membersihkan saku. Hal ini dapat diperiksa dengan menjalankan simulasi dan jika tidak membersihkan persentase dapat diubah tanpa harus memilih ulang saku.
Langkah Lebih Jarak
Jika Anda ingin langkah lebih untuk menjadi jarak yang tepat hanya un tag langkah auto atas dan masukkan nilai yang diperlukan dalam langkah lebih kotak jarak yang tidak akan berwarna abu-abu setelah untagged.
Tinggalkan Untuk Finish
Ini adalah nilai untuk jumlah yang Anda akan meninggalkan untuk cut finish yang akan dilakukan dalam dialog berikutnya.
CATATAN KHUSUS tentang kedalaman kasar:
Kedalaman Kasar
Ini adalah nilai kedalaman potong yang sebenarnya dan "tidak kedalaman rata-rata lagi" melainkan jumlah pemotongan kedalaman sebenarnya.
Cut terakhir
Ini adalah nilai final cut di bagian bawah saku yang secara efektif menjadi finish luka di bagian bawah.
Dinding Taper
Dinding lancip adalah derajat sebenarnya lancip di dinding saku.
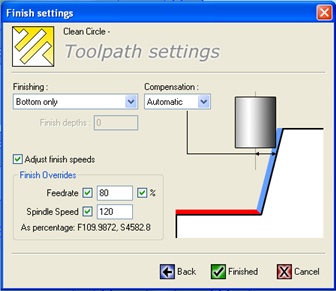
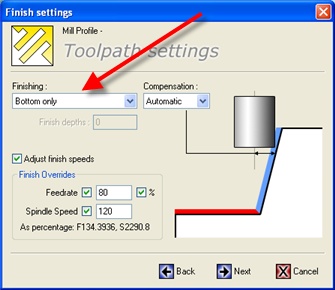
Finish Pengaturan
Ini adalah tempat Anda mengatur fungsi finish. Hal ini terjadi apakah Anda telah menetapkan nilai finish set pada pengaturan dialog kasar.
Dalam pengaturan dialog kasar jika Anda menetapkan nilai untuk menyelesaikannya akan diterapkan untuk menyelesaikan. Bahkan jika Anda tidak memiliki nilai yang ditetapkan sana akan melakukan finish pada dasarnya sebagai semi dipotong.
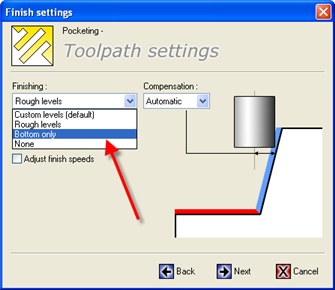
Finish dapat ditetapkan sebagai:
Tingkat kasar
Ini akan menggunakan alat yang sama seperti hidup seadanya dan melakukan pemotongan finish di tingkat yang sama yang digunakan untuk hidup seadanya karena itu disebut Tingkat kasar.
Hanya bawah
Jika ini digunakan akan tampil finish dalam satu potong pada kedalaman penuh saku.
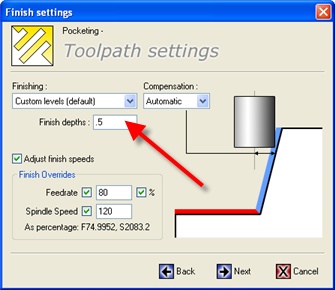
Tingkat kustom
Nilai ini Anda dapat mengatur di kedalaman finish yang Anda butuhkan. Sebagai contoh jika saku memiliki dinding lancip Anda dapat mengatur dengan baik dan menggunakan Ball Mill dengan radius tip kecil dan membuat kedalaman baik finish berlalu.
Gambar ini menunjukkan tingkat kustom
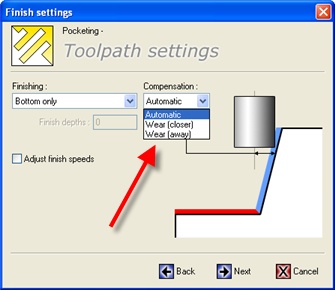
Alat Kompensasi:
Anda memiliki 3 pilihan di sini
Otomatis
Di sinilah OneCNC otomatis akan mengimbangi cutter menggunakan nilai radius dari perpustakaan alat dan jenis direkomendasikan kompensasi.
Kenakan (Dekat)
Pengaturan ini menggunakan mengimbangi otomatis dan berlaku kode offset untuk mesin sehingga Anda dapat memiliki kontrol toleransi alat di mesin kontrol untuk mengendalikan toleransi ketat.
Kenakan (Jauh)
Pengaturan ini menggunakan mengimbangi otomatis dan berlaku kode offset untuk mesin sehingga Anda dapat memiliki kontrol toleransi alat di mesin kontrol untuk mengendalikan toleransi ketat.
Peringatan khusus pada penggunaan Wear Dekat atau Jauh
Bila menggunakan fitur ini harus digunakan dengan hati-hati dan perawatan. Hal ini membutuhkan bahwa Anda memiliki nilai nol untuk diameter alat kendali karena software ini secara otomatis off pengaturan untuk alat. Satu-satunya nilai yang harus Anda harus menggunakan di kontrol mesin akan jumlah toleransi yang Anda butuhkan untuk menyesuaikan dengan memegang ukuran toleransi yang Anda inginkan.
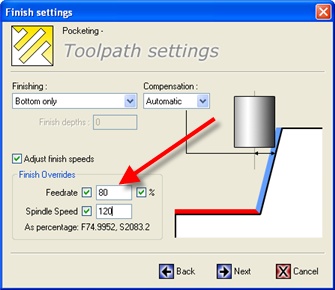
Selesai Lebih Naik
Sesuaikan Finish Kecepatan
Jika Anda tag menyesuaikan kecepatan finish itu akan memungkinkan Anda untuk menggunakan feed dan kecepatan yang berbeda dengan yang hidup seadanya itu.
Tagging hanya menyesuaikan ternyata kemampuan penyesuaian pada. Ini tidak menyala kecepatan atau pakan variasi. Yang diaktifkan oleh penandaan kotak tag feed atau kecepatan.
Jika Anda tag ini kotak akan muncul sebagaimana ditunjukkan. Anda dapat memasukkan nilai yang sebenarnya untuk pakan dan kecepatan atau Anda dapat membuat sebuah persentase feed asli dan kecepatan.
Bagi Anda untuk menggunakan fungsi ini Anda mungkin harus melakukan berikut.
Seorang pengguna baru dengan instalasi yang bersih
Anda tidak perlu melakukan apa-apa sebagai penyesuaian telah dibuat untuk posting Anda.
Untuk yang ada pengguna OneCNC
Jika Anda adalah pengguna yang ada dan telah menginstal pembaruan ini dari atas perangkat lunak yang ada Anda akan perlu menyesuaikan pos untuk tindakan ini berlangsung di postingan.
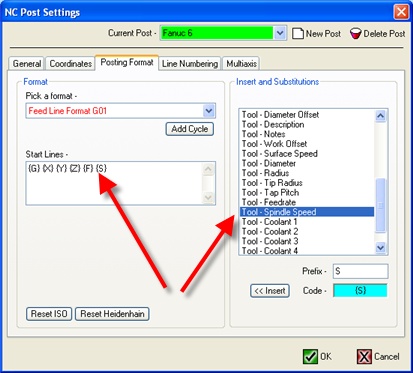
Menyesuaikan posting Anda untuk mengaktifkan Spindle Kecepatan Variasi
Hanya membuka pos Anda gunakan dan masukkan {S} ke dalam G01 Line Feed Format seperti yang ditunjukkan di sini.
Ini adalah tempat Anda mengatur umpan kustom Anda dan kecepatan untuk profil finish.
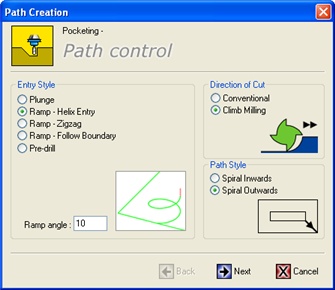
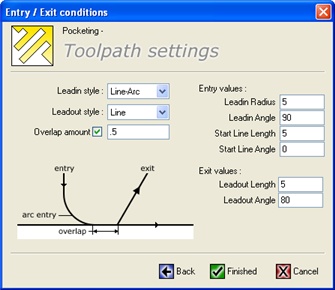
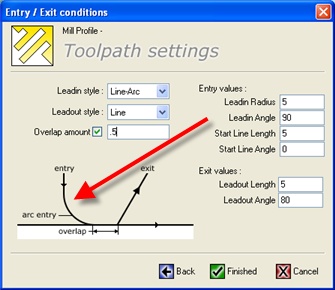
Kondisi entri Keluar
Ini adalah dialog terakhir di mana Anda mengatur kondisi masuk keluar. Ada pengaturan terpisah untuk masuk dan keluar. Anda dapat memiliki 3 gaya masuk atau keluar.
Baris
Ini adalah di mana Anda hanya memiliki entri baris untuk masuk atau keluar
Garis Garis
Ini adalah di mana Anda dapat memiliki entri Garis Garis atau keluar yang untuk digunakan di daerah yang sulit untuk mengendalikan arah dan metode yang masuk atau keluar. Panjang garis start adalah panjang baris pertama masuk yang Anda memiliki sudut garis start yang berlaku untuk itu. Baris kedua yang memimpin sejalan juga memiliki kontrol sudut sendiri untuk baris ini bagian dari masuk atau keluar. Dianjurkan agar Anda mengatur ini dan plot kembali dan melihat hasil sampai Anda menjadi percaya diri dalam menggunakan itu. Keraguan hanya se line atau garis lengkung yang lebih mudah digunakan.
Baris Arc
Alasannya ada garis dan busur kompensasi jika ada terjadi pada baris ini terlebih dahulu sebelum busur karena tidak mungkin untuk menggunakan kompensasi langsung pada busur.
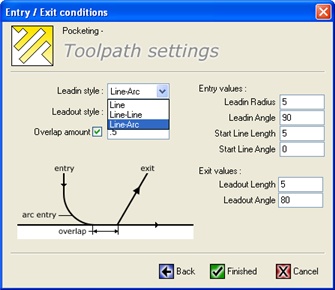
Tumpang tindih
Ini adalah pengaturan yang ditambahkan untuk memastikan perpaduan yang bagus dari finish. Ini harus digunakan dengan hati-hati dengan kantong sulit dan tidak boleh digunakan dekat dengan sudut atau tepi miring tajam seperti tumpang tindih dapat melewati titik itu. Sebuah panjang normal untuk ini harus tidak lebih besar daripada mengatakan 5% dari radius alat untuk tumpang tindih.
NCManager
NC Manajer telah dimodifikasi untuk sekarang termasuk duplikasi kelompok dan duplikat fungsi
Duplikat Grup
Untuk menduplikasi kelompok hanya menyoroti kelompok manajer dan klik tombol kanan mouse dan menu ini akan muncul. Pilih duplikat kelompok dari sini dan seluruh kelompok akan diduplikasi.
Kemampuan ini duplikat semua fungsi dalam kelompok dan menciptakan itu sebagai kelompok baru yang disebut Gandakan kelompok (nama).

Operasi duplikat
Fungsi ini memungkinkan duplikat dari operasi tertentu.
Untuk menduplikasi operasi hanya menyorot fungsi dan klik tombol kanan mouse dan pilih duplikat operasi.

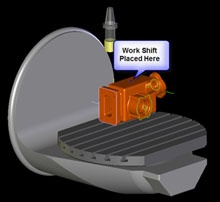
Pergeseran Kerja
Baru kemampuan Pergeseran Kerja di Manager NC

Pekerjaan baru offset untuk kemampuan 3 axis tetapi juga sesuai kemampuan multi-axis.
Jika Anda tidak memilih shift kerja dan letakkan pada bagian Anda akan bekerja sama seperti yang selalu dilakukan dari rambut silang dari layar. Hal ini hanya bekerja jika Anda memilih posisi yang jauh dari XY nol. Untuk memilikinya di XY nol dari rambut salib yang mana itu secara default dan tidak menunjukkan sebagai bola karena akan dimatikan pada saat itu.
Untuk menggunakan fungsi ini hanya membuat lintasan pahat Anda dengan cara biasa tanpa peduli di mana Nol dari XY adalah. Kemudian ketika Anda memposting klik kanan Group di manajer nc dan pilih shift kerja dan tempat shift kerja pada posisi bagian di mana Anda ingin menjadi XY nol posisi atau Kerja Mengkoordinasikan pada mesin. Secara default akan menampilkan sebagai bola hitam kecil. Jika Anda ingin warna ini akan disesuaikan pergi ke Properties> Warna> dan mengubah default hitam untuk warna yang Anda pilih.
Ini sekarang memungkinkan untuk bagian yang akan diposisikan di mana saja pada layar ketika pemrograman dan shift kerja dapat digunakan untuk menempatkan pekerjaan koordinat XY nol pada bagian.
Untuk multi axis mana mesin membutuhkan Shift Kerja yang akan diputar dengan bagian
New kontrol Pergeseran Kerja untuk memungkinkan switching off dari rotasi Shift Kerja untuk mesin posisi tetap
Bersih Lingkaran Fungsi
New fungsi Lingkaran Bersih yang memiliki kemampuan untuk menyelesaikan dengan alat yang sama seperti hidup seadanya dengan masuknya keluar otomatis.
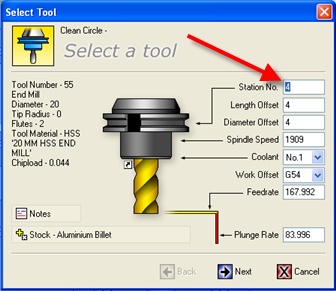
Dialog pemilihan alat memiliki perubahan fungsi.
Jumlah stasiun memiliki teknologi pengaman otomatis baru untuk memungkinkan perubahan offset.
Tidak ada ada kotak untuk pemilihan alat. Jumlah stasiun baik berasal dari perpustakaan alat pada pemilihan alat atau Anda hanya mengetikkan nomor stasiun. Yang dilakukan dengan cara ini sehingga Anda memasukkan nomor alat panjang offset dan diameter mengimbangi akan secara otomatis ditetapkan.
Metode yang benar memilih dan menetapkan Alat sebuah
Ketika dialog ini muncul hal pertama yang harus dilakukan adalah memilih alat sebelum pengaturan lainnya.
1. Pilih alat
2. Pilih Station Number (panjang dan diameter luar kantor akan berubah)
Periksa panjang dan diameter diimbangi benar
3. Pilih bahan (kecuali sudah ditetapkan)
4. Pilih pendingin (kecuali sudah ditetapkan)
5. Pilih pekerjaan offset (kecuali sudah ditetapkan)
Klik Berikutnya.
Catatan:
Setelah Anda telah mengatur alat dan offset adalah mungkin sekarang bagi Anda untuk mengubah offset untuk nomor kustom daripada nomor yang sama jika diperlukan dan mereka akan tetap diatur.
Jika Anda mengedit offset di lain waktu mereka akan tinggal set.
Dialog set izin adalah sama seperti sebelumnya.
Akhir Z
Ini adalah nilai nilai absolut atau nilai dari batas geometri yang dipilih dari saku seperti yang didefinisikan oleh tag Top Bahan dari Geometri.
Bahan Top Dari Geometri
Anda memiliki kemampuan untuk memilih bahwa nilai Z dari kantong adalah dari nilai Z absolut atau nilai Z bisa dibuat sama dengan geometri batas saku yang dipilih.
Peringatan khusus Catatan:
Kami melakukan juga stres pada saat ini pesawat Z izin harus selalu ditetapkan di atas ketinggian penjepit atau ketinggian obstruksi lain di bagian yang mesin sehingga ketika jeram alat atas pekerjaan itu akan selalu berada dalam posisi izin untuk keselamatan lengkap.
Dialog berikutnya ini menunjukkan teknologi baru untuk hidup seadanya dan finishing dari saku.
Pengaturan kasar
Langkah otomatis Lebih
Langkah otomatis lebih dapat tetap set sekali langkah yang diinginkan lebih didirikan. Langkah di atas untuk lingkaran bersih biasanya sekitar 50% meskipun ini dapat diatur untuk jumlah yang Anda inginkan selama itu membersihkan saku. Hal ini dapat diperiksa dengan menjalankan simulasi dan jika tidak membersihkan persentase dapat diubah tanpa harus memilih ulang saku.
Langkah Lebih Jarak
Jika Anda ingin langkah lebih untuk menjadi jarak yang tepat hanya un tag langkah auto atas dan masukkan nilai yang diperlukan dalam langkah lebih kotak jarak yang tidak akan berwarna abu-abu setelah untagged.
Tinggalkan Untuk Finish
Ini adalah nilai untuk jumlah yang Anda akan meninggalkan untuk cut finish yang akan dilakukan dalam dialog berikutnya.
Kedalaman Kasar
Ini adalah nilai kedalaman potong yang sebenarnya dan tidak rata-rata lagi melainkan jumlah pemotongan kedalaman sebenarnya.
Cut terakhir
Ini adalah nilai final cut di bagian bawah saku yang secara efektif menjadi finish luka di bagian bawah.
Dinding Taper
Dinding lancip adalah derajat sebenarnya lancip di dinding saku.
Selesai Lebih Naik
Sesuaikan Finish Kecepatan
Jika Anda tag menyesuaikan kecepatan finish itu akan memungkinkan Anda untuk menggunakan feed dan kecepatan yang berbeda dengan yang hidup seadanya itu.
Tagging hanya menyesuaikan ternyata kemampuan penyesuaian pada. Ini tidak menyala kecepatan atau pakan variasi. Yang diaktifkan oleh penandaan kotak tag feed atau kecepatan.
Jika Anda tag ini kotak akan muncul sebagaimana ditunjukkan. Anda dapat memasukkan nilai yang sebenarnya untuk pakan dan kecepatan atau Anda dapat membuat sebuah persentase feed asli dan kecepatan.
Bagi Anda untuk menggunakan fungsi ini Anda mungkin harus melakukan berikut.
Seorang pengguna baru dengan instalasi yang bersih
Anda tidak perlu melakukan apa-apa sebagai penyesuaian telah dibuat untuk posting Anda.
Untuk yang ada pengguna OneCNC
Jika Anda adalah pengguna yang ada dan telah menginstal pembaruan ini dari atas perangkat lunak yang ada Anda akan perlu menyesuaikan pos untuk tindakan ini berlangsung di postingan.
Menyesuaikan posting Anda untuk mengaktifkan Spindle Kecepatan Variasi
Hanya membuka pos Anda gunakan dan masukkan {S} ke Format G01 Line Feed.
Alat Kompensasi:
Anda memiliki 4 pilihan di sini
Otomatis
Di sinilah OneCNC otomatis akan mengimbangi cutter menggunakan nilai radius dari perpustakaan alat dan jenis direkomendasikan kompensasi.
Mesin
Kompensasi cutter ini melewati kode untuk mesin untuk memungkinkan cutter penuh kendali comp atas finish lulus. Hal ini tentu saja mengharuskan Anda untuk memiliki register yang benar diatur dalam kontrol mesin untuk menangani hal ini dengan benar.
Anda perlu berhati-hati dalam membaca alat mesin Anda buku untuk memastikan bahwa Anda mampu menggunakan salah satu fitur alat kompensasi.
Jika Anda memiliki keraguan apapun dalam menggunakan kompensasi cutter menggunakan pengaturan otomatis. Pengaturan OneCNC ini akan secara otomatis offset untuk pengguna.
Kenakan (Dekat)
Pengaturan ini menggunakan mengimbangi otomatis dan berlaku kode offset untuk mesin sehingga Anda dapat memiliki kontrol toleransi alat di mesin kontrol untuk mengendalikan toleransi ketat.
Kenakan (Jauh)
Pengaturan ini menggunakan mengimbangi otomatis dan berlaku kode offset untuk mesin sehingga Anda dapat memiliki kontrol toleransi alat di mesin kontrol untuk mengendalikan toleransi ketat.
Peringatan khusus pada penggunaan Wear Dekat atau Jauh
Bila menggunakan fitur ini harus digunakan dengan hati-hati dan perawatan. Hal ini membutuhkan bahwa Anda memiliki nilai nol untuk diameter alat kendali karena software ini secara otomatis off pengaturan untuk alat. Satu-satunya nilai yang harus Anda harus menggunakan di kontrol mesin akan jumlah toleransi yang Anda butuhkan untuk menyesuaikan dengan memegang ukuran toleransi yang Anda inginkan.
Menghadapi Fungsi
Menghadapi dengan pulau-pulau
Fungsi hadapi sekarang dapat memiliki batas-batas internal untuk menghadapi itu. Ini hanya masalah memilih batas menghadapi serta batas-batas internal. Ini cocok selama tidak ada tonjolan di atas permukaan menghadap. Jika ada tonjolan di atas yang perlu dihindari lebih baik menggunakan Pocket Fungsi.
Profil Rantai
Profil Rantai Fungsi
Fungsi Profil baru yang memiliki kemampuan untuk menyelesaikan dengan alat yang sama seperti hidup seadanya dengan masuknya keluar otomatis.
Dialog pertama seperti yang ditunjukkan di sini di bawah tidak berubah ini adalah di mana Anda memilih fungsi profil dari.
Dialog pemilihan alat memiliki perubahan fungsi.
Jumlah stasiun memiliki teknologi pengaman otomatis baru untuk memungkinkan perubahan offset.
Tidak ada ada kotak untuk pemilihan alat. Jumlah stasiun baik berasal dari perpustakaan alat pada pemilihan alat atau Anda hanya mengetikkan nomor stasiun. Yang dilakukan dengan cara ini sehingga Anda memasukkan nomor alat panjang offset dan diameter mengimbangi akan secara otomatis ditetapkan.
Metode yang benar memilih dan menetapkan Alat sebuah
Ketika dialog ini muncul hal pertama yang harus dilakukan adalah memilih alat sebelum pengaturan lainnya.
1. Pilih alat
2. Pilih Station Number (panjang dan diameter luar kantor akan berubah)
Periksa panjang dan diameter diimbangi benar
3. Pilih bahan (kecuali sudah ditetapkan)
4. Pilih pendingin (kecuali sudah ditetapkan)
5. Pilih pekerjaan offset (kecuali sudah ditetapkan)
Klik Berikutnya.
Catatan:
Setelah Anda telah mengatur alat dan offset adalah mungkin sekarang bagi Anda untuk mengubah offset untuk nomor kustom daripada nomor yang sama jika diperlukan dan mereka akan tetap diatur.
Jika Anda mengedit offset di lain waktu mereka akan tinggal set.
Dialog set izin adalah sama seperti sebelumnya.
Akhir Z
Ini adalah nilai nilai absolut atau nilai dari batas geometri yang dipilih dari saku seperti yang didefinisikan oleh tag Top Bahan dari Geometri.
Bahan Top Dari Geometri
Anda memiliki kemampuan untuk memilih bahwa nilai Z dari kantong adalah dari nilai Z absolut atau nilai Z bisa dibuat sama dengan geometri batas saku yang dipilih.
Peringatan khusus Catatan:
Kami melakukan juga stres pada saat ini pesawat Z izin harus selalu ditetapkan di atas ketinggian penjepit atau ketinggian obstruksi lain di bagian yang mesin sehingga ketika jeram alat atas pekerjaan itu akan selalu berada dalam posisi izin untuk keselamatan lengkap.
Dialog berikutnya ini menunjukkan teknologi baru untuk hidup seadanya dan finishing dari saku.
Pengaturan kasar
Langkah otomatis Lebih
Langkah otomatis lebih dapat tetap set sekali langkah yang diinginkan lebih didirikan. Langkah lebih biasanya sekitar 50% meskipun ini dapat diatur untuk jumlah yang Anda inginkan. Hal ini dapat diperiksa dengan menjalankan simulasi dan jika tidak membersihkan persentase dapat diubah tanpa harus memilih ulang rantai.
Langkah Lebih Jarak
Jika Anda ingin langkah lebih untuk menjadi jarak yang tepat hanya un tag langkah auto atas dan masukkan nilai yang diperlukan dalam langkah lebih kotak jarak yang tidak akan berwarna abu-abu setelah untagged.
Tinggalkan Untuk Finish
Ini adalah nilai untuk jumlah yang Anda akan meninggalkan untuk cut finish yang akan dilakukan dalam dialog berikutnya.
Hapus Jumlah
Ini adalah jumlah total material yang akan dihapus.
Sebagai contoh jika Anda memiliki blok 100 MM persegi dan Anda ingin menjadi ukuran selesai 90 MM persegi jumlah remove akan 5mm.
Kedalaman Kasar
Ini adalah nilai kedalaman potong yang sebenarnya dan tidak rata-rata lagi melainkan jumlah pemotongan kedalaman sebenarnya.
Cut terakhir
Ini adalah nilai final cut di bagian bawah saku yang secara efektif menjadi finish luka di bagian bawah.
Dinding Taper
Dinding lancip adalah derajat sebenarnya lancip di dinding saku.
Selesai Lebih Naik
Sesuaikan Finish Kecepatan
Jika Anda tag menyesuaikan kecepatan finish itu akan memungkinkan Anda untuk menggunakan feed dan kecepatan yang berbeda dengan yang hidup seadanya itu.
Tagging hanya menyesuaikan ternyata kemampuan penyesuaian pada. Ini tidak menyala kecepatan atau pakan variasi. Yang diaktifkan oleh penandaan kotak tag feed atau kecepatan.
Jika Anda tag ini kotak akan muncul sebagaimana ditunjukkan. Anda dapat memasukkan nilai yang sebenarnya untuk pakan dan kecepatan atau Anda dapat membuat sebuah persentase feed asli dan kecepatan.
Bagi Anda untuk menggunakan fungsi ini Anda mungkin harus melakukan berikut.
Seorang pengguna baru dengan instalasi yang bersih
Anda tidak perlu melakukan apa-apa sebagai penyesuaian telah dibuat untuk posting Anda.
Untuk yang ada pengguna OneCNC
Jika Anda adalah pengguna yang ada dan telah menginstal pembaruan ini dari atas perangkat lunak yang ada Anda akan perlu menyesuaikan pos untuk tindakan ini berlangsung di postingan.
Untuk mengambil tindakan lebih lanjut menjelaskan informasi update ini Anda akan melihat judul untuk Kecepatan dan Feed Penyesuaian.
Alat Kompensasi:
Anda memiliki 4 pilihan di sini
Otomatis
Di sinilah OneCNC otomatis akan mengimbangi cutter menggunakan nilai radius dari perpustakaan alat dan jenis direkomendasikan kompensasi.
Mesin
Kompensasi cutter ini melewati kode untuk mesin untuk memungkinkan cutter penuh kendali comp atas finish lulus. Hal ini tentu saja mengharuskan Anda untuk memiliki register yang benar diatur dalam kontrol mesin untuk menangani hal ini dengan benar.
Anda perlu berhati-hati dalam membaca alat mesin Anda buku untuk memastikan bahwa Anda mampu menggunakan salah satu fitur alat kompensasi.
Jika Anda memiliki keraguan apapun dalam menggunakan kompensasi cutter menggunakan pengaturan otomatis. Pengaturan OneCNC ini akan secara otomatis offset untuk pengguna.
Kenakan (Dekat)
Pengaturan ini menggunakan mengimbangi otomatis dan berlaku kode offset untuk mesin sehingga Anda dapat memiliki kontrol toleransi alat di mesin kontrol untuk mengendalikan toleransi ketat.
Kenakan (Jauh)
Pengaturan ini menggunakan mengimbangi otomatis dan berlaku kode offset untuk mesin sehingga Anda dapat memiliki kontrol toleransi alat di mesin kontrol untuk mengendalikan toleransi ketat.
Peringatan khusus pada penggunaan Wear Dekat atau Jauh
Bila menggunakan fitur ini harus digunakan dengan hati-hati dan perawatan. Hal ini membutuhkan bahwa Anda memiliki nilai nol untuk diameter alat kendali karena software ini secara otomatis off pengaturan untuk alat. Satu-satunya nilai yang harus Anda harus menggunakan di kontrol mesin akan jumlah toleransi yang Anda butuhkan untuk menyesuaikan dengan memegang ukuran toleransi yang Anda inginkan.
Menyesuaikan posting Anda untuk mengaktifkan Spindle Kecepatan Variasi
Hanya membuka pos Anda gunakan dan masukkan {S} ke Format G01 Line Feed.
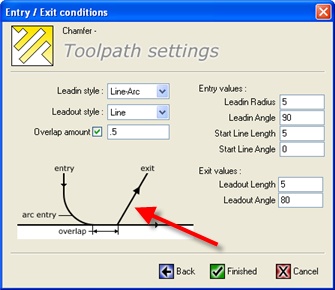
Kondisi entri Keluar
Ini adalah dialog terakhir di mana Anda mengatur kondisi masuk keluar. Ada pengaturan terpisah untuk masuk dan keluar. Anda dapat memiliki 3 gaya masuk atau keluar.
Baris
Ini adalah di mana Anda hanya memiliki entri baris untuk masuk atau keluar
Garis Garis
Ini adalah di mana Anda dapat memiliki entri Garis Garis atau keluar yang untuk digunakan di daerah yang sulit untuk mengendalikan arah dan metode yang masuk atau keluar. Panjang garis start adalah panjang baris pertama masuk yang Anda memiliki sudut garis start yang berlaku untuk itu. Baris kedua yang memimpin sejalan juga memiliki kontrol sudut sendiri untuk baris ini bagian dari masuk atau keluar. Dianjurkan agar Anda mengatur ini dan plot kembali dan melihat hasil sampai Anda menjadi percaya diri dalam menggunakan itu. Keraguan hanya se line atau garis lengkung yang lebih mudah digunakan.
Baris Arc
Alasannya ada garis dan busur kompensasi jika ada terjadi pada baris ini terlebih dahulu sebelum busur karena tidak mungkin untuk menggunakan kompensasi langsung pada busur.
Kemampuan baru dalam fungsi profil untuk akhir dari bagian bawah dengan cara dipotong lalu
Kemampuan baru dalam fungsi profil dengan beberapa luka untuk hidup seadanya
Kemampuan baru untuk menyesuaikan pakan akhir dari profil dan kecepatan independen atau persentase dari hidup seadanya itu.
Talang Fungsi
Fungsi Chamfer sekarang termasuk baru masuk independen keluar untuk memotong.
Pengguna hadir dengan file yang tersimpan mungkin perlu mengubah nilai entitas karena ini adalah fitur ditambahkan ke semua versi sebelumnya.
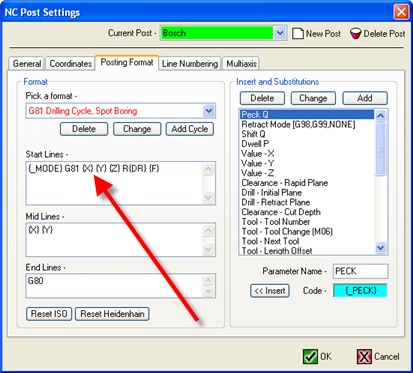
Bor Siklus
Siklus pengeboran
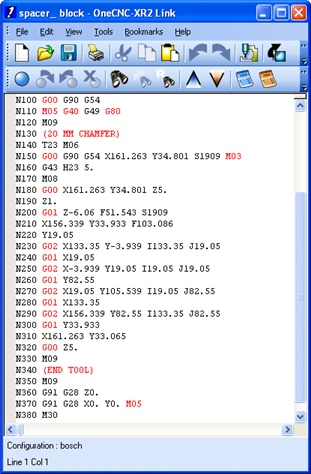
Saat ini sudah ada kemampuan posting baru untuk pengeboran untuk memiliki XY pada posisi pertama. Beberapa kontrol mesin umumnya yang PC kurang cerdas seperti Bosch Anilam dan lain-lain membutuhkan posisi XY untuk berada di siklus meskipun mesin telah pindah ke titik itu.
Pengguna ini akan perlu untuk mengedit posting mereka untuk menambahkan fitur ini seperti yang kita lakukan tidak over-kanan tulisan pada instalasi.
Alat Ganti
Kemampuan mengganti alat di pos sekarang berubah untuk memiliki fitur-fitur baru seperti yang tercantum di bawah ini.
Memilih jumlah alat telah berubah. Ini telah berubah karena sekarang kemampuan untuk memiliki kebebasan alternatif mengimbangi angka itu dari alat.
Ketika pertama kali memilih alat jumlah alat dapat berasal dari file alat jika Anda memiliki nomor di sana atau nomor dapat hanya mengetik di. Ketika Anda memasukkan nomor alat Anda akan melihat Height daftar dan nomor daftar Diameter otomatis mengubah secara bersamaan . Anda kemudian dapat mengedit nomor daftar independen jika diperlukan dan mereka akan tetap disimpan sebagai angka-angka untuk program ini.
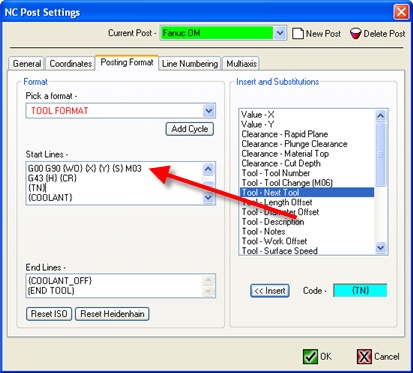
Alat Pre-Call
Kemampuan baru untuk memiliki alat pra-panggilan dalam perubahan alat untuk memanggil alat berikutnya siap. Hal ini memungkinkan mesin yang mampu untuk memiliki alat berikutnya disebut dan memilikinya siap di changer untuk perubahan alat cepat daripada harus menunggu majalah indeks.
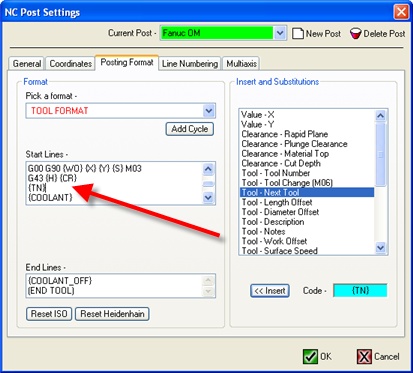
Alat Ganti XY Position sebelum G43
Posting sekarang memiliki kemampuan untuk mengganti alat untuk memiliki posisi XY sebelum panggilan untuk panjang alat kompensasi diterapkan. Pada bersih baru menginstal semua posting memiliki kemampuan ini ditambahkan.
Untuk pengguna yang ada kita tidak over-naik posting jadi jika Anda ingin menggunakan kemampuan baru ini, Anda perlu pergi ke perubahan alat pos dan masukkan {X} {Y} di tempat yang tepat.
DNC Editor
DNC Link telah dimodifikasi untuk penanganan lebih sesuai dan menyimpan file besar
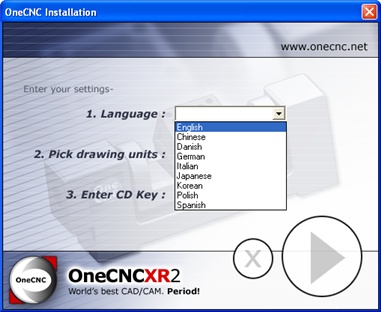
Bahasa
Modifikasi yang luas dan penambahan untuk 10 bahasa serta dukungan Unicode sekarang dalam editor DNC.
Unicode memungkinkan untuk karakter Jepang yang akan digunakan dalam catatan dll dalam program NC.
Pembaruan OneCNC
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003