OneCNC已發布OneCNCXR8版本62.62的新更新。
此版本更新中的主要更改在此處列出。
1384種True Type字體
用戶報告將True Type字體添加到系統,但無法在OneCNC中選擇它。
Windows 10現在將字體保存到用戶數據,因此OneCNC現在也對此進行了初始化。
1363配置文件功能
如果用戶在銑削配置文件中選擇了不合適的刀具類型(例如選擇點鑽),則可能會導致崩潰。為選擇錯誤工具類型的用戶添加了保護。
1378清潔圈功能
帶有乾淨圓圈的多個零件在兩次操作之間調用工具更換。現在已更正。
1366事件探查器嵌套
發現不退出手動嵌套可能會導致異常。此版本針對那些不退出該功能的用戶進行了更正。
1371工具文件車床
更正了工具文件安裝中存在的工具歷史記錄
1372 1377語言
此發行版中添加了新的日語更新。
此版本中添加了新的中文翻譯
1380車削完成路徑
改進了車削的端到端切削設定,以觀察端到端未經檢查的切削設定。
1382智能邊界車床
更新了帶有智能邊界的車削粗加工以改善邊界處理
1379粗車床
更新了車削粗加工以更好地處理帶有底切的刀具路徑輪廓
1367不保存打印設置
沒有存儲可通過“打印”對話框設置的左下方的“設置”按鈕訪問的打印設置信息。
此更新解決了該問題。
1368打印比例2D圖
這是有關打印使用3D到2D繪圖功能創建的繪圖的報告。
當添加比例設置不是1:1的新圖形時,出現打印問題。
此更新解決了該問題。
注意:
您會注意到,列出的每個更改都有一些編號,這些都是OneCNC內部編號。
OneCNCXR8版本62.62現在可在OneCNC文件管理器上使用
OneCNCXR8版本62.61現在已發布
OneCNC很高興再次宣布一些增強軟件的重大新功能。
刀具路徑時間現在添加了計算。
車床刀具路徑
車床刀具路徑為刀具路徑提供了新的改進的近似時間
這適用於所有版本的OneCNCXR8車床
現在,使用CSS時間計算的車床設置可模擬機床恆定表面速度控制,以創建近似於實際機床加工時間的時間。
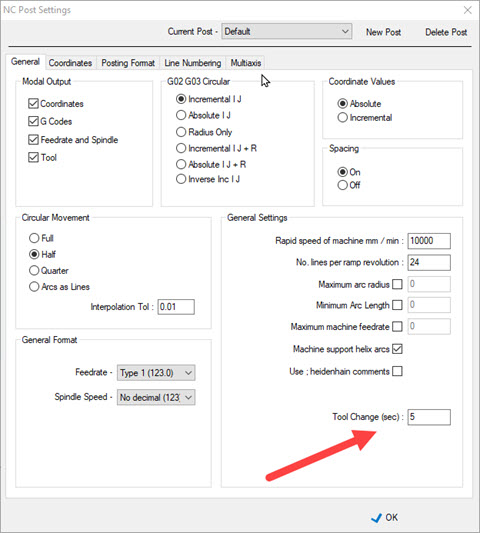
現在,“車床”帖子中有一個“工具更換時間”的設置,該設置應設置為機器平均更換工具所花費的時間。根據轉塔中工具的大小和數量,應在立柱上增加大約時間,以適應平均花費的時間。由於時間變化可能會取決於轉塔中下一個刀具位置的變化,因此您應該使用平均時間來適應。
通過改進的時間計算,還可以計算和處理使用RPM編程方法的車床設置。
新的工具更換時間變量已添加到帖子中。
銑削刀具路徑
車床刀具路徑為刀具路徑提供了新的改進的近似時間
這適用於所有版本的OneCNC Mill
現在,軋機時間計算將模擬鑽孔的機器週期,以產生類似於實際機器鑽孔時間的時間近似值。
現在,“銑削”帖子中有一個“工具更換時間”的設置,該設置應該設置為機器平均更換工具所花費的時間。根據磨機傳送帶中工具的大小和數量,應在柱子上增加大約的時間以適合平均時間。由於時間的變化可能會取決於轉盤中下一個刀具的位置,因此您應該使用平均時間來適應。這必須適應以下事實:某些機器已經具有下一個可用的工具,而不必對轉盤進行索引。
新的工具更換時間變量已添加到帖子中。
其他變更和補充
這些是此版本中的主要更改和修復
磨坊傳統口袋
Mill的傳統Pocket進行了改進,可以在狹窄的空間中使用螺旋入口更好地處理。應始終注意確保螺旋線的大小適合邊界,因為如果沒有足夠的空間,它將轉為選擇插入還是傾斜進入。
車床總理支持
改進了Prime B插入刀具路徑的功能。如果您使用此刀片,只需檢查您的工具文件以確保拖尾角設置為5度而不是25度。該刀頭本質上是一個轉彎的面向正面的刀頭,一些用戶正試圖將其用作切槽刀頭。
改進的建模
內部核心建模有重大改進。這包括對模型部件進行倒角合併和熨平的功能。建模的改進也會影響模型的導入,因為模型是在導入時創建的。
幫助文件
現在,通過包含所有基本的newOneCNCXR8功能,改進了幫助文件(英語)。
幫助菜單教程
幫助菜單教程鏈接已更正以打開教程
語言能力
德語翻譯已更新
日語翻譯已更新
剪裁功能
剪刀的“素描”功能已得到糾正。
工具清單
工具列表已更新,可以更正Prime B型刀尖的後角。現在,此新的“更新的工具列表”名為Default_Library_metric.xml。
軋機簡介
銑削輪廓功能存在一個問題,即如果要切削的半徑小於刀具半徑,則刀具會縮回。現在,此問題已得到糾正。
可從OneCNC更新服務器獲得此OneCNCXR8版本62.61
現在,更新服務器中已為所有許可的OneCNCXR8用戶提供OneCNCXR8版本62.59。
這是主要更新,因為添加了新功能並添加了新的XR8幫助文件。
此更新適用於OneCNCXR8的所有版本
新的幫助文件(英語)
新的更新的幫助文件開始涵蓋OneCNCXR8版本的新增功能。
新弧切線功能
新添加的功能是在稱為“ Arc Tangent”的弧命令中用於線框幾何構造的新弧構造功能。
這項新功能在一種新的交互式光標用戶控制選擇方法中創造了許多新的弧形可能性。
與“線”菜單中的“線切線”類似,它具有豐富的新功能,可以改善線框幾何圖形的構造。
該函數創建給定半徑的弧,涵蓋了可以實時保存的廣泛可能性。
由於其先進的構造可能性,它不會進行修剪,然後使用戶無法使用常規修剪和編輯功能進行修剪。
某些可能性類似於fillet命令,但是通過使用附加的圓形樣條曲線,圓弧線和點的控制功能來擴展可能性。

這些只是反正切的一些新功能。
圓弧相切圓

點到圓

線對點

點對點

線圓

線線

此版本中的其他主要功能更改:
OneCNCXR8軋機配置文件
修改了軋機輪廓,以幫助防止在輪廓內切割Z提升。
智能邊界
改進了智能邊界預覽功能
OneCNCXR8 Mill口袋
上次切割的銑刀腔-螺旋坡道不在切入間隙處開始校正。
OneCNCXR8軋機配置文件
修改了軋機輪廓快速Z i以控制正確的間隙。
語言能力
包含新的語言更新,用於
德語
日本
中國傳統的
簡體中文
OneCNCXR8版本62.59即將在OneCNC文件更新服務器中提供。
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003