OneCNCXR5 30.79包含以下
OneCNCXR5銑版本
這適用於米爾專家穆勒專業廠的優勢和穆勒快遞
有一個新的“個人資料切入”銑削添加到所有這些版本的功能
OneCNCXR5車床多軸版本
有一個新的“個人資料切入”銑削中的“C”軸功能的能力
這適用於車床專家車床專業車床特快該模塊功能。
這種新的功能被包括在庫存刀具路徑。
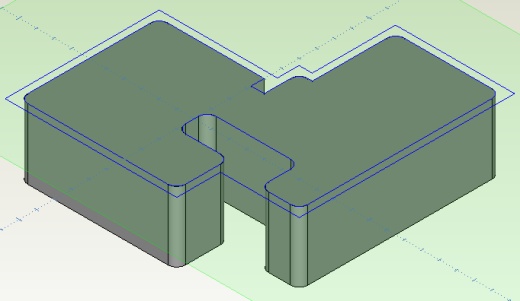
配置文件切入提供了另一種解決方案,通過沿或圍繞一個配置文件路徑創造了一系列鑽或銑削點來分析深或厚的部分。這是深槽特別方便。
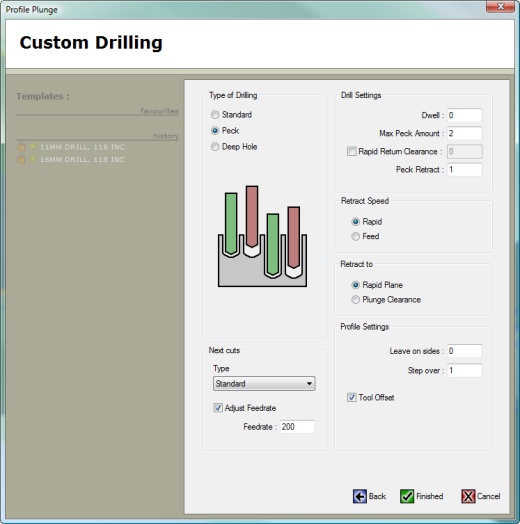
該功能提供的能力,啄急跌盲目啟動的情況下,初始位置,然後允許控制步過周圍的鍊式路徑的其餘部分。
這個對話框顯示的初始設置和其餘的設置。
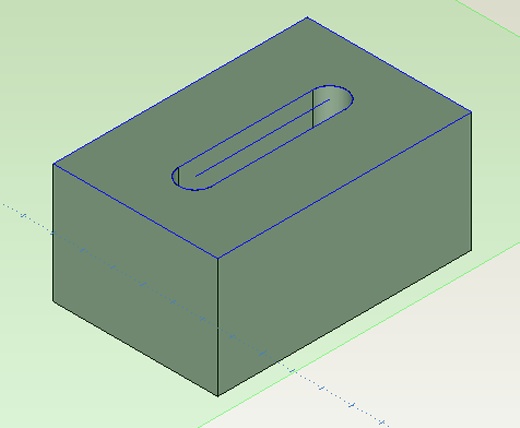
此圖為插槽局面正在使用的能力。此應用程序使用沒有刀具補償的設置,只是採用了鏈的中心線。
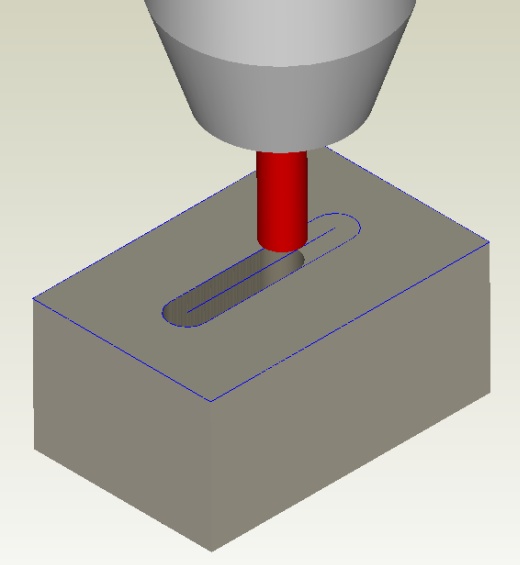
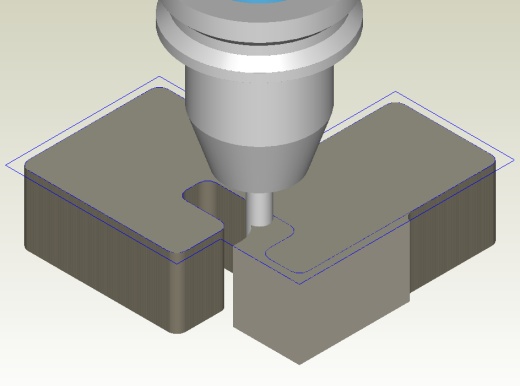
此圖為操作的功能。
這是另一個例子,其中該功能由於相比的深度和所需要使用的工具的尺寸的輪廓的形狀和尺寸提供良好的功能。
這顯示了功能是模擬操作。
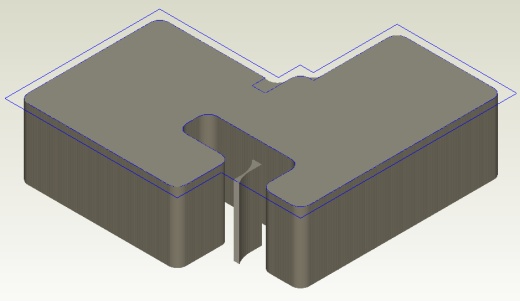
和完成的路徑示出的凹口,可以是在可成功地與該新功能來處理一厚部分的更困難輪廓。該功能對於中心刀具以及鑽孔類型的工具。
此更新還包括許多修復和有來自用戶報告的調整。
幫助文件
uThis OneCNCXR5更新包括一個新的幫助文件系統持續不斷的和更新,包括當前的功能,以及改變以前的功能特性。
OneCNCXR5 30.72含調整後的C軸OneCNCXR5車床
尤其是一些機器和西門子車床控制不喜歡有0,並在同一個點360度所以現在有一個在職位0-360旋轉C軸的地方後359度的下一個變為0,而不是零的設置360度。
OneCNCXR5 30.72包含調整後的換刀支持XY縮放係數
當在後比例因子使用-Y或-X扭轉行進的方向在後的X和Y是在換刀格式不被支持。這種變化現在支持換刀格式逆轉。
OneCNCXR5 30.72包含穆勒檔案調整
調整,以磨輪廓製成,以更好地處理打開形狀配置文件時,第一和一個或最後一個實體是一個弧形。
OneCNCXR5 30.72包含Z的水平完成調整
有到Z級完成做出了調整,因為它發現了一些用戶使用的立銑刀作為完成工具而不是球或公牛磨工具整理三維形狀的零件。這有助於增強這一用途。
OneCNCXR5穆勒專家和穆勒專業HSž水平粗糙
調整是HSž水平粗糙更好地處理不好的車型進行。在過去,如果模式是壞並有在加工有人建議,該模型被打破,以表面上的刀具路徑的問題。這種調整有助於此,現在是不太可能有打破模型個別表面。
OneCNCXR5 30.70載有進一步的調整,以文件的DXF和DWG導入和導出。
OneCNCXR5 30.70包含“電弧2點”的功能進一步調整
OneCNCXR5 30.70穆勒專家還調整削弱加工功能。
OneCNCXR5 30.70線切割機已改建後從Exetek適應新的電火花線切割機
OneCNCXR5 30.70車床專業有C軸完整加工調整
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003