OneCNCXR8 Sürüm 63.08
OneCNCXR8 Sürüm 63.06 sürümü
OneCNCXR8'in heyecan verici yeni sürümü
OneCNC Kullanıcıları bu işlevi talep ediyor ve şimdi teslim etmekten memnuniyet duyuyoruz.
Bu sürüm önemli bir sürümdür çünkü yeni işleme Çapak Alma Fonksiyonlarının sürümünü içerir. Bu yeni işlevler, OneCNCXR8 Mill Expert değirmen versiyonlarında mevcuttur. OneCNCXR8 Uzman Sürümü Çapak alma işlevi model araç yollarında bulunur
OneCNCXR8 Freze Uzmanına eklenen 5 eksen 3 + 2 fonksiyonuna sahip kullanıcılar için, 5 eksenli model takım yollarında yeni bir 5 eksenli Çapak Alma fonksiyonu bulunmaktadır.
Çapak Almaya Genel Bakış
Çapak alma, modellenen bileşenlerin hem programlama hem de CNC makine çapaklarının giderilmesi için yüksek hızlı bir yöntemdir.
Pah kırma, farklı aletler kullanan farklı bir yöntem olduğundan, çapak alma bir pah kırma fonksiyonu ile karıştırılmamalıdır.
Çapak alma, özellikle bir "bilyalı değirmen" kullanan otomatik bir "çapak giderme işlevi" olarak tasarlanmıştır ve pah kırma tipi bir alet veya konik aletler kullanmaz.
Çapak alma işlevi "geçerli bir tek model" gerektirir ve "yüzeyler veya geometri" stilinde veya STL parçalarında çapak alma yapmaz, çünkü bir model gerekli özel 3D ofsetleri oluşturmak için hassas 3D kenarlara sahip olmalıdır.
Model, geçerli bir tek bölge modeli olmalıdır. OneCNC çapak alma birden fazla modelde kullanılabilir, ancak modeller birbirine değmemeli ve modeller arasında yeterli takım işleme açıklığı mesafesi ile ayrı olmalıdır veya sınırla kontrol edilmelidir.
Model, model üzerinde halihazırda modellenen "Deburr" mesafesi ile modellenmemelidir, çünkü test ettiğimiz popüler modelleyiciler, bir çapak kenarını doğru bir şekilde modelleyemezler.
Tekil geçerli modeller olmayan modeller, bu modelleri işlemek için diğer OneCNC işleme işlevlerini kullanır.
OneCNC, bir bilyalı değirmen kullanarak sabit çapak alma işlemini gerçekleştirmek için doğru 3D ofseti doğru şekilde korumak için 3D uzamsal düzlemsel teknolojiyi kullanır.
Deburr videosu https://youtu.be/2bIhFDMZGpg , 3 boyutlu konik ve radyal kenarların yanı sıra delikler ve kör kenarlar etrafında 3 boyutlu uzamsal ofset yeteneği örneklerini gösterir.
OneCNC kurulumu, OneCNCXR8 numune dizininde, test rutinlerimizde işlenen ve bilinen zor 3D ofset kenarları içeren biri 3 eksen çapak alma ve biri 5 eksen çapak alma için 2 örnek model içerir. Çapak alma işlemini otomatik olarak hassas bir şekilde gerçekleştirmek için 3B uzaysal ofsette neyin gerekli olduğunu bu örneklerde görebilirsiniz.
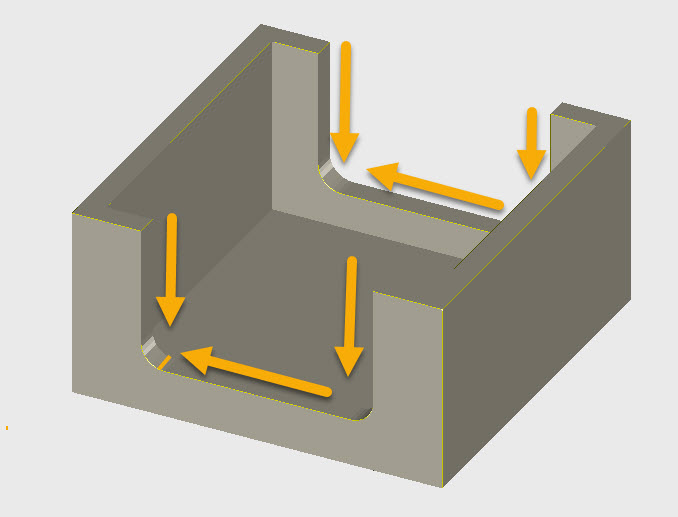
Bu grafik, çapak alınması için tipik bir zor kenar göstermektedir.

Çapak alma işleminin genellikle sadece 0,15 mm çapak (.006 inç) olması gerektiğinden, doğru şekilde gerçekleştirilmesi doğru olmalıdır çünkü doğru değilse çok kolay görülebilir.
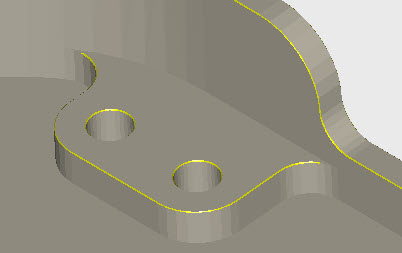
Örneğin, konik bir duvardaki bir deliğin çapaklarının giderilmesi, 3B Uzaysal ofset, deliğin çevresi boyunca ofseti sonsuz bir şekilde değiştirir.
Bu grafik, açılı bir deliğin kenarındaki çapağı gösterir.

Çapak alma yön kontrolü, çoğunlukla, dikey kenarlarda yukarı hareketlerde meydana gelebilecek takım kırılmasını önlemek için çapak alma işleminin her zaman aşağı yönde yapılmasını sağlamak için dikey hareketler içeren kenarlarda kontrol mantığına sahip en kısa yoldur. Bu nedenle kenarlar, tırmanma frezelemesinden ziyade çift yönlü gerçekleştirilir. En iyi çift yönlü yöntemleri sağlamak için ve yüksek iş mili hızı kullanılarak çapak alma mesafesi miktarına kıyasla takım boyutu nedeniyle kapsamlı pratik testler gerçekleştirilmiştir.
Çapak Alma Ayarları
Çapak alma ayarları otomatikleştirilmiş ve basitleştirilmiştir ve gereken tek şey alet boyutu ve çapak alma mesafesidir. Çapak alma ve kör uçlar veya başlıklar ve modelin diğer parçaları arasındaki mesafe, bitiş toleransı ile birlikte tamamen otomatiktir.
En popüler çapak alma ayarı mesafesi, 3 mm bilyalı değirmen (.125 inç) veya daha küçük bir değirmen kullanıldığında 0,15 mm'dir (.006 inç).
Daha küçük boyutlu alet tercih edilir çünkü kör uçlara daha yakın çapak almaya izin verir.
Çapak alma miktarı, takım çapının% 0,25'i ile sınırlıdır. Bunun başlıca nedeni, çapak alma amacını ortadan kaldırmak için aşırı çapak boyutunu önlemek için tercih edilen çapak alma mesafesi kullanımına rehberlik etmektir. Küçük takımların ve yüksek hızlı geçişlerin kullanılması, takımın kırılmasını önlemek için minimum çapak alma mesafesi gerektirir.
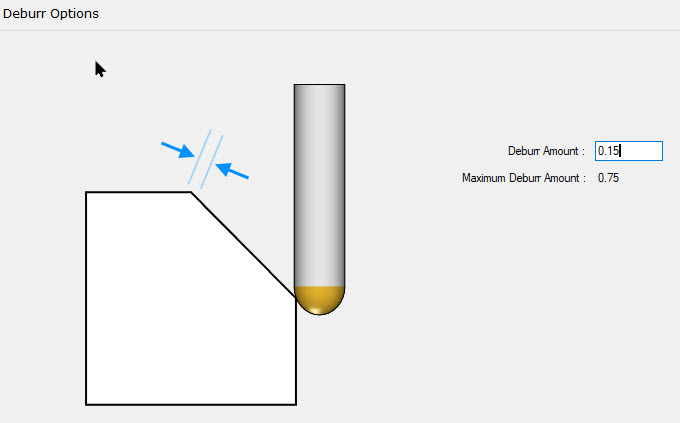
Tipik çapak alma ayarı şu şekilde görünür
Çapak alma kenarları, yalnızca imleç kenarı tıklatılarak ayrı ayrı seçilebilir veya parça veya sınır kontrolünün otomatik yöntemlerinden biri kullanılabilir.
Bu sürümde OneCNCXR8'e başka bir büyük ekleme var.
DWG / DXF
OneCNC, OneCNCXR8 için tamamen yeni bir DXF ve DWG içe aktarma dışa aktarma işlevi geliştirdi. Endüstri 4.0 standardı için sürekli geliştirmemize devam ediyoruz.
OneCNCXR8 Sürüm 63.08 artık OneCNC Dosya Yöneticisinde mevcuttur.
OneCNC Güncellemeleri
OneCNCXP 5.23
Tem 31 2003
OneCNCXP 5.27
Eyl 05 2003
OneCNCXP 5.29
Eyl 12 2003