OneCNCXR8 utgåva 62.61
OneCNCXR8 version 62.61 släpps nu
OneCNC är nöjd med att tillkännage ännu en del fantastiska nya funktioner för att förbättra programvaran.
Toolpath times Beräkningar läggs nu till.
Verktygsbana för svarv
Verktygsbana för svarv har nya förbättrade ungefärliga tider för verktygsbanor
Detta gäller alla versioner av OneCNCXR8 svarv
Svarvinställningar med CSS-tidberäkning emulerar nu maskinens konstant ythastighetskontroll för att skapa tidsinställning som liknar de faktiska maskinbearbetningstiderna.
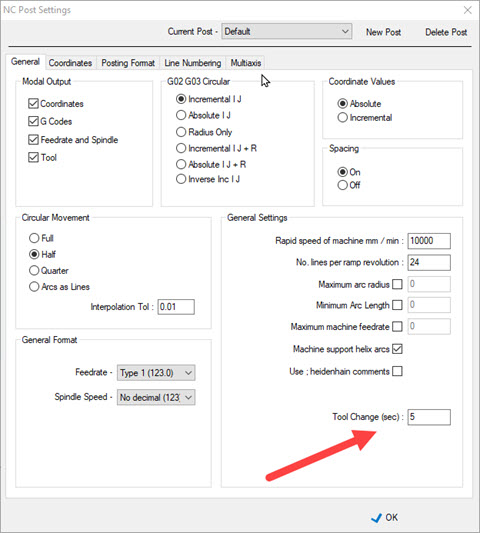
Det finns nu en inställning i svarvposten för verktygsändringstiden som bör ställas in på den tid som din maskin tar i genomsnitt för att byta verktyg. Beroende på storleken och antalet verktyg i tornet bör ungefärlig tid läggas till stolpen för att passa den genomsnittliga tagna tiden. På grund av tidsvariationen som kan variera beroende på nästa verktygsposition i tornet bör du använda en genomsnittlig tid som passar.
Svarvinställningar med RPM-programmeringsmetoden beräknas och hanteras också med denna förbättrade tidsberäkning.
Ny variabel för verktygsändringstid har lagts till i inlägget.
Fräsning av verktygsbanor
Verktygsbana för svarv har nya förbättrade ungefärliga tider för verktygsbanor
Detta gäller alla versioner av OneCNC Mill
Beräkning av maltid emulerar nu maskincyklerna för borrningen för att skapa tidsberäkning som liknar de verkliga maskinens borrtider.
Det finns nu en inställning i kvarnposten för verktygsändringstiden som bör ställas in på den tid som din maskin tar i genomsnitt att byta verktyg. Beroende på storlek och antal verktyg i kvarnkarusellen bör ungefärlig tid läggas till stolpen för att passa den genomsnittliga tagna tiden. På grund av tidsvariationen som kan variera beroende på nästa verktygsposition i karusellen bör du använda en genomsnittlig tid som passar. Detta skulle behöva passa på att vissa maskiner redan har nästa verktyg tillgängligt utan att behöva indexera karusellen.
Ny variabel för verktygsändringstid har lagts till i inlägget.
Andra förändringar och tillägg
Dessa är de viktigaste förändringarna och korrigeringarna i den här utgåvan
Kvarn traditionell ficka
Mill traditionella fickor förbättrades för att bättre hantera med hjälp av spiralinmatning i trånga utrymmen. Man bör alltid vara försiktig så att spiralstorleken passar till gränserna, om det inte finns tillräckligt med utrymme kommer det att återgå till valet av språng eller rampinspelning.
Lathe Prime Support
Förbättring gjordes av funktionaliteten för verktygsbanorna för Prime B-insättningen. Jag använder den här infogningen, kolla bara din verktygsfil för att se till att bakvinkeln är inställd på 5 grader och inte 25 grader. Detta tips är i huvudsak ett vridande och vänd spets och vissa användare försökte använda det som ett spårspets.
Förbättrad modellering
Det är en stor förbättring av den interna kärnmodelleringen. Detta inkluderar funktionaliteten för att filetera sammanslagning och unironing av modellkomponenter. Förbättringen till modellering kan också påverka importen av modeller eftersom modeller skapas vid import.
Hjälpfil
Hjälpfilen (engelska) hade förbättrats nu med att inkludera all den grundläggande newOneCNCXR8-funktionen.
Hjälpmeny Handledning
Hjälpmenyn handledningslänkar korrigerades för att öppna självstudierna
språk
Tyska språköversättningen uppdaterades
Japanska språköversättningen uppdaterades
Sax-trimningsfunktion
Skissens "skiss" -funktion har korrigerats.
Verktygslista
Verktygslistan har uppdaterats för att korrigera bakvinklarna för Prime-typ B-spetsarna. Denna nya uppdaterade verktygslista heter nu Standard_Library_metric.xml
Bruksprofil
Bruksprofilfunktionen hade ett problem där verktyget drogs tillbaka om radien som skärs var mindre än verktygsradie. Detta är nu korrigerat.
Den här OneCNCXR8 version 62.61 är tillgänglig från OneCNC Update Server
OneCNC uppdateringar
OneCNCXP 5,23
Jul 31 2003
OneCNCXP 5,27
Sep 05 2003
OneCNCXP 5,29
Sep 12 2003