OneCNCXR8 Release 62.77
Aggiornamento della versione OneCNCXR8 62.77
La versione 62.77 di OneCNCXR8 contiene molte regolazioni che abbiamo dettagliato qui. Ma prima abbiamo un promemoria per tutti gli utenti OneCNC.
Nota speciale e promemoria per tutti gli utenti OneCNC.
Quando si utilizzano percorsi utensile per modelli di scorta, la parte superiore della parte superiore del materiale Z (parte superiore del lavoro) deve essere sempre impostata correttamente.
Anche se questo è un promemoria, ma è sempre stato il requisito in tutte le versioni di OneCNC nelle impostazioni principali del materiale della finestra di dialogo Tool Clearances.
Questo non solo controlla tutti i valori di gioco ma controlla anche i valori di profondità della perforazione dei profili delle tasche e tutte le profondità dei percorsi utensile di serie.
Questo mostra una parte tipica e le frecce raffigurano il Materiale Z Top

Questo mostra la finestra di dialogo del gioco che controlla la parte superiore del materiale Z (parte superiore del lavoro)

Questa versione include molte regolazioni funzionali e queste sono le principali.
File di aiuto
Nuovo file di guida ed esercitazioni in inglese aggiornati.
Stampa
È stato migliorato per impedire che l'entità non valida causasse un errore nella stampa.
Livello Z Ruvido
Migliorato il percorso utensile approssimativo a livello Z per evitare che non venga generato
Engrave Simulation
La simulazione dello strumento Engrave è stata migliorata.
Ciclo di thread
La direzione positiva Z della lunghezza del filo del ciclo del tornio è stata corretta
Le lingue
Lingua cinese aggiornata
Lingua giapponese aggiornata
Tasca HS
La tasca chiusa HS è stata regolata per evitare che venga generata come HS Open se la parte superiore del materiale è stata impostata su Z positivo con ulteriori miglioramenti. Sono state apportate modifiche al metodo di compensazione che ha modificato il comportamento del bordo superiore della tasca, inclusa la finitura del bordo superiore quando utilizzato.
Profilo del mulino
Il profilo del mulino che utilizzava l'utensile bullnose impostato su profondità approssimative, l'angolo di conicità è stato corretto insieme al metodo di comportamento migliorato per iniziare il bordo superiore del profilo.
Profilo del mulino
L'offset del raggio della punta dell'utensile del profilo della fresa è stato corretto e sono stati apportati ulteriori miglioramenti generali del comportamento al bordo superiore del profilo.
Dettagli delle nuove funzioni Pocket e Profile
Le modifiche al comportamento al contorno sono mostrate nella seguente grafica.
Quando si utilizzano percorsi utensile di scorta, uno dei valori più importanti in ciascuna funzione è il valore superiore del valore Job Z.
Questo deve essere sempre in cima al lavoro
Può essere possibile avere il limite su un altro livello Z ma la parte superiore del lavoro deve sempre essere il valore Z utilizzato nelle finestre di dialogo di impostazione dello strumento in OneCNC
Questa prima grafica mostra un mulino a sfere coniche utilizzato per intascare e rifinire il profilo di una tasca.

OneCNCXR8 supporta frese a sezione quadrata di tipo standard, utensili conici con punta a sfera a punta quadrata e stili di toro.
Gli utenti devono essere consapevoli del fatto che alcuni di questi strumenti il diametro maggiore dello strumento sarà spesso al di fuori della tasca o del limite del profilo.
Questo ovviamente dipende dalle dimensioni e dalla lunghezza degli utensili rispetto alla tasca o al profilo da lavorare.

Questo mostra una tasca a parete affusolata con Bullnose End Mill che utilizza parametri grezzi e finich.

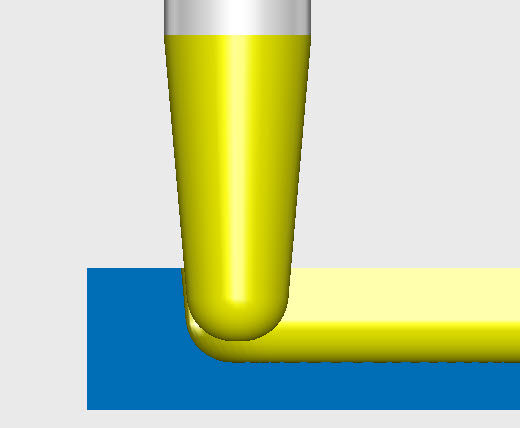
Tasca poco profonda in cui il raggio della punta dell'utensile è maggiore della profondità della tasca, il bordo dell'utensile utilizzato verrà ora tagliato al limite.

Ciò mostra più chiaramente che la profondità della tasca è inferiore al raggio.

Ciò mostra una tasca poco profonda con una finitura del profilo che utilizza un mulino a testa quadrata e un profilo che utilizza un mulino a sfere.

Tenere presente che in OneCNC molti strumenti sporgono oltre il limite delle funzioni tascabili o del profilo.
Fresa a sfera in cui il raggio della punta è inferiore alla profondità della tasca o del profilo o il diametro maggiore delle frese coniche spesso supera il limite del profilo.
La tasca ad alta velocità non è consigliata per una tasca poco profonda con un ampio raggio di punta.
Una selezione migliore sarebbe uno stile tascabile tradizionale o tascabile a zig-zag con impostazione del profilo di finitura.
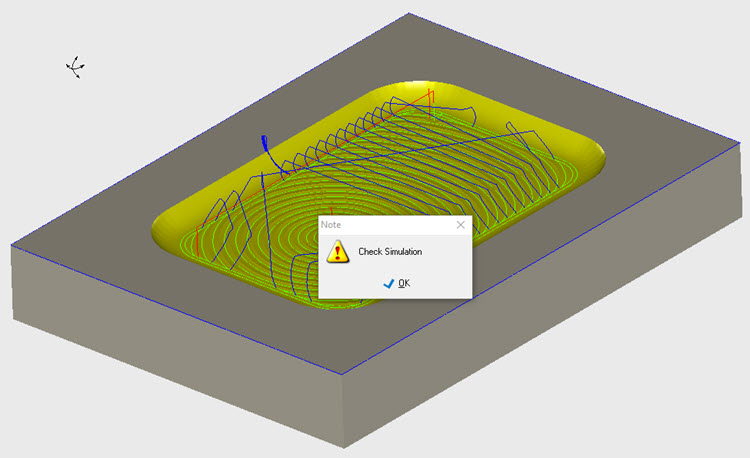
Se si utilizza lo stile HS per questa tasca a profondità ridotta, verrà visualizzato un messaggio per verificare la simulazione.
Lo stile HS potrebbe non fornire una finitura adatta per una tasca poco profonda in cui il raggio della punta è maggiore della profondità della tasca.

Ecco altri esempi tipici di strumenti con un diametro maggiore che supera il limite.
Strumento conico a sfera affusolata
Strumento toro affusolato

Strumento conico con estremità quadrata

Esistono molti percorsi utensile di base che possono avere sporgenze, inclusi gli strumenti di smusso.
I percorsi utensile del modello presentano molte più situazioni simili.
Questo è il motivo per cui tutti i percorsi utensile devono essere simulati prima di pubblicare il file sul computer.
Questo grafico mostra uno strumento di smusso.

La versione 62.73 di OneCNCXR8 è ora disponibile nel server di aggiornamento OneCNC per tutti gli utenti OneCNCXR8 autorizzati.
Aggiornamenti OneCNC
OneCNCXP 5.23
Lug 31 2003
OneCNCXP 5.27
Set 05 2003
OneCNCXP 5.29
Set 12 2003