OneCNCXR8 62.81更新包括許多調整和更新,主要更新如下。
軋機簡介
我們注意到一些用戶將鑽孔用於倒角工具,但OneCNC喜歡使用正確的工具進行作業。
已對輪廓功能進行了調整,因此,如果用戶將鑽頭用於倒角工具,則該工具不會掛起。
軋機簡介
再次使用壁錐度和球頭立銑刀調整磨機輪廓。
層數
調整了圖層功能,以防止通過編輯刀具路徑創建重複的圖層
C軸面刀具路徑
調整了C軸面刀具路徑功能,以確保在更改為4軸全功能時將其重置。
注意:
在OneCNC工具庫中輸入工具尺寸時,輸入正確的值以在精密加工中獲得正確的結果很重要。
您會注意到,輸入錐形刀具數據時,刀具直徑就是要在刀具直徑中輸入的刀具尖端處的直徑。
我們顯示了一個SandviK錐形球磨機的示例,該球磨機的標稱直徑為4mm,但尖端的直徑實際上為3.80 mm。
直徑3,80mm是您在OneCNC中為此工具輸入的直徑。
幸運的是,SANDVIK在工具上刻有直徑。
如果未雕刻工具,則可以使用與球相切的斜線在OneCNC中繪製工具,並從筆尖的OneCNC繪製中獲取直徑。

OneCNC更新服務器中現已提供OneCNCXR8版本62.81,供所有許可的OneCNCXR8用戶使用。
OneCNCXR8版本62.80現在可用。
Z級毛坯
在以前的版本中,提醒OneCNC用戶,最好在刀具間隙對話框中將作業的頂部設為Z位置。
在多軸情況下,這也適用於作業頂部的平面設置。
某些用戶使用間隙對話框中Z位置的作業底部,然後手動設置間隙。
一些用戶將飛機放在底部而不是頂部,並手動設置間隙。
我們進行了進一步的調整,以幫助使用該類型設置的用戶。
Z級粗加工
由於在某些設置中不起作用,因此Z級毛坯對3D毛坯的其餘加工功能進行了調整。
獨立縮放
調整此功能以支持點的獨立縮放。
語言能力
日語已更新。
現在,OneCNC更新服務器中的所有許可用戶都可以使用此更新。
OneCNCXR8版本更新62.77
OneCNCXR8版本62.77包含許多調整,我們在這裡進行了詳細介紹。但首先我們提醒所有OneCNC用戶。
使用任何“庫存模型”刀具路徑時,必須始終正確設置材料頂部Z的頂部(作業頂部)。
儘管這是一個提醒,但始終是“工具間隙”對話框的材料頂部設置中所有版本的OneCNC的要求。
這不僅可以控制所有遊隙值,還可以控制型腔輪廓鑽孔的深度值以及坯料刀具路徑的所有深度。
這顯示了一個典型的部分,箭頭描述了材質Z頂部

這顯示控製材料Z頂部(作業頂部)的間隙對話框。

此版本包括許多功能調整,這些是主要調整。
幫助文件
新的更新的英語幫助文件和教程。
列印
進行了改進,以防止無效實體導致打印失敗。
Z級粗糙
改進了Z級粗加工刀具路徑以防止不生成
雕刻模擬
雕刻工具仿真得到改善。
線程循環
修改了車床螺紋循環螺紋長度Z的正方向
語言能力
中文更新
日語更新
HS口袋
如果將材料頂部設置為Z正,則調整了HS閉合袋,以防止產生HS敞口,從而進一步改善了質量。改變了膠印方法,從而改變了口袋頂部邊緣(包括使用時的頂部邊緣飾面)的性能。
軋機簡介
使用設置為粗略深度錐角的牛鼻工具對銑削輪廓進行了校正,並結合了改進的啟動輪廓頂部邊緣的行為方法。
軋機簡介
修正了銑削輪廓工具刀尖的半徑偏移,並對輪廓的頂部邊緣進行了進一步的常規改進。
使用任何庫存刀具路徑時,每個功能中最重要的值之一是Job Z值的頂部。
這必須始終在工作之上
可以在另一個Z層上設置邊界,但作業的頂部必須始終是OneCNC中工具設置對話框中使用的Z值
第一張圖顯示了錐形球磨機,用於袋裝和精加工袋裝。

OneCNCXR8支持標準風格的方頭銑刀,方頭球頭和牛頭風格的錐形工具。
用戶需要注意,其中一些工具的主要直徑通常會在型腔或輪廓邊界之外。
當然,這取決於與被加工的型腔或型材相比的刀具尺寸和長度。

這顯示了使用Bullnose立銑刀使用粗糙和finich參數的錐形壁袋。

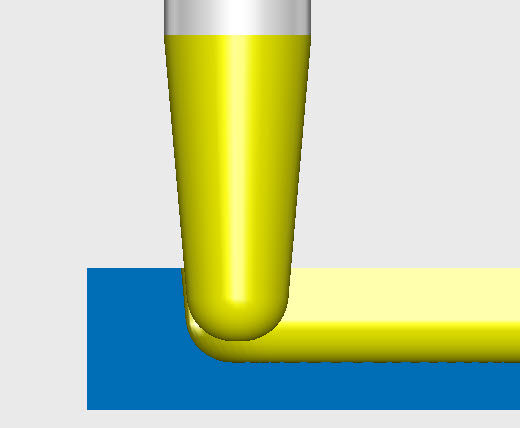
淺型腔,其中工具的尖端半徑大於型腔深度,所用工具的邊緣現在將切到邊界。

這更清楚地顯示出凹穴深度小於半徑。

這顯示了一個淺型腔,使用方型立銑刀具有輪廓光潔度,而使用球磨機則具有輪廓。

請注意,在OneCNC中,許多工具超出了型腔或輪廓功能的邊界。
球頭立銑刀的尖端半徑小於型腔或輪廓深度或錐形立銑刀的大直徑,通常會超出輪廓邊界。
不建議將“高速口袋”用於尖端半徑較大的淺口袋。
更好的選擇是帶有完成輪廓設置的傳統口袋或鋸齒形口袋樣式。
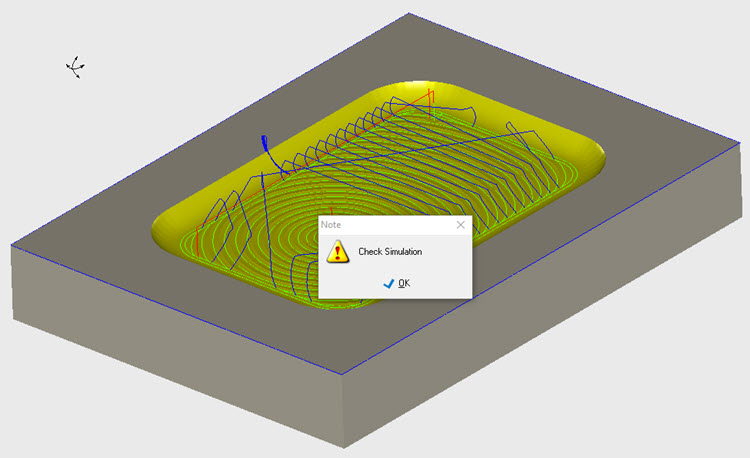
如果您確實將HS樣式用於此淺深度袋,則將出現一條消息,檢查模擬。
HS樣式可能不適用於尖端半徑大於凹坑深度的淺凹坑。

這是大直徑超出邊界的其他典型工具示例。
錐形球頭工具
錐形牛鼻工具

錐形方頭工具

有很多可以懸空的庫存刀具路徑,包括倒角工具。
模型工具路徑還有更多類似的情況。
這就是在將文件發佈到計算機之前應模擬所有刀具路徑的原因。
該圖顯示了倒角工具。

OneCNC更新服務器中現已為所有許可的OneCNCXR8用戶提供OneCNCXR8版本62.73。
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003