OneCNCXR8版本發布63.06
令人興奮的OneCNCXR8新版本
OneCNC用戶一直在要求此功能,現在我們很高興提供。
該版本是主要版本,因為其中包括新的加工去毛刺功能。這些新功能在OneCNCXR8 Mill Expert磨機版本中可用。 OneCNCXR8專家版本的去毛刺功能位於模型工具路徑中
對於已將5軸3 + 2功能添加到OneCNCXR8 Mill Expert的用戶,5軸模型刀具路徑中包含了新的5軸去毛刺功能。
去毛刺概述
去毛刺是對建模零件進行編程和CNC機器去毛刺的一種高速方法。
去毛刺不應與倒角功能混淆,因為倒角是使用不同工具的不同方法。
去毛刺被設計為自動的“去毛刺功能”,專門使用“球磨機”,並且不使用倒角型工具或錐形工具。
去毛刺功能需要“有效的單個模型”,並且不去毛刺“表面或幾何形狀”樣式或STL零件,因為模型具有精確的3D邊緣以創建所需的特殊3D偏移。
該模型必須是有效的單區域模型。 OneCNC去毛刺可用於多個模型,但是模型之間不得接觸,並且模型之間必須有足夠的刀具加工間隙距離,或者由邊界控制。
不應使用已經在模型上建模的“去毛刺”距離對模型進行建模,因為我們測試的流行建模者不容易正確建模去毛刺邊緣。
不是唯一有效模型的模型使用其他OneCNC加工功能來處理那些模型。
OneCNC使用3D空間平面技術正確地保持正確的3D偏移量,從而利用球磨機執行恆定的去毛刺。
去毛刺視頻https://youtu.be/2bIhFDMZGpg顯示了圍繞3D漸縮和徑向邊緣以及孔和盲邊緣的3D空間偏移能力的示例。
OneCNC安裝在OneCNCXR8樣本目錄中包括2個樣本模型,其中一個用於3軸去毛刺,一個用於5軸去毛刺,這些模型在我們的測試例程中進行了加工,並且包括已知的困難3D偏移邊。您可以在這些樣本中看到3D空間偏移所需的內容,以自動執行高精度去毛刺。
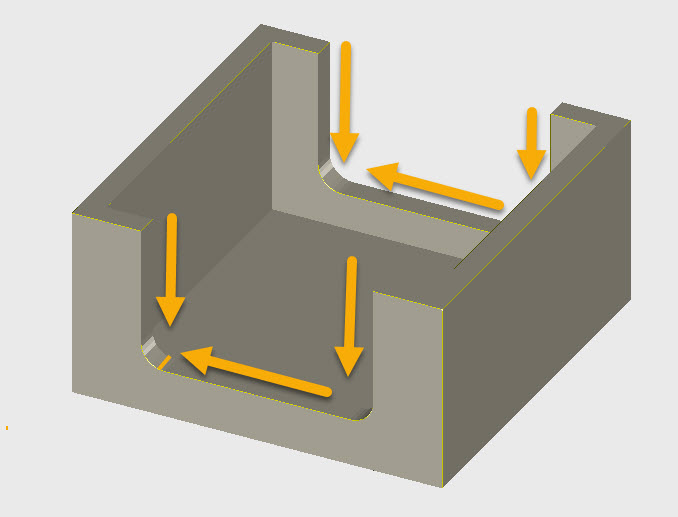
該圖顯示了典型的難以去毛刺的邊緣。

因為去毛刺通常僅要求為0.15毫米去毛刺(.006英寸),所以它必須準確才能正確執行,因為如果不正確,那麼很容易看到。
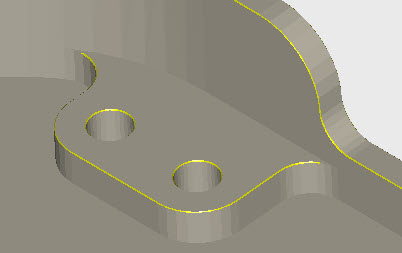
例如,對錐形牆上的孔進行去毛刺,“ 3D空間偏移”將無限偏移孔周圍的偏移。
該圖顯示了成角度孔邊緣周圍的毛刺。

加工去毛刺時,方向控制主要是最短的路徑,在包含垂直運動的邊緣上帶有控制邏輯,以確保去毛刺始終沿向下方向進行,以防止在垂直邊緣上的向上運動中發生刀具破損。因此,邊緣是雙向執行的,而不是爬銑。進行了詳盡的實踐測試,以確保最佳的雙向方法,並且由於刀具尺寸比起使用高主軸轉速的去毛刺距離量要大。
去毛刺設置
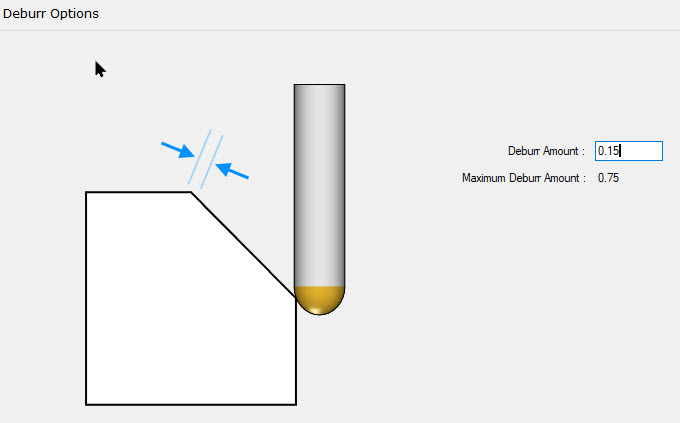
去毛刺設置已實現自動化和簡化,所需的只是工具尺寸和去毛刺距離。去毛刺與盲端或凸台之間的距離以及模型的其他部分都可以完全自動化,並具有精加工公差。
使用3毫米或更小的球磨機(.125英寸)時,最流行的去毛刺設置距離為0.15毫米(.006英寸)。
較小尺寸的工具是可取的,因為它可以使毛刺更靠近盲端。
去毛刺量限制為刀具直徑的0.25%。這主要是由於指導首選使用去毛刺距離,以防止過大的去毛刺尺寸而達到去毛刺的目的。使用小型工具和高速走刀需要最小的去毛刺距離,以防止工具損壞。
使用的典型去毛刺設置如下所示
毛刺邊緣可以通過光標單擊邊緣來單獨選擇,也可以使用零件或邊界控制的自動方法之一來選擇。
在此版本中,OneCNCXR8還有另一個主要添加。
DWG / DXF
OneCNC為OneCNCXR8開發了完整的新DXF和DWG導入導出功能。繼續我們對工業4.0標準的持續開發。
OneCNC文件管理器中現已提供OneCNCXR8版本63.08。
OneCNCXR8版本63.04現在已經發布。
OneCNCXR8軋機
在軋機加工功能中對切入進給邏輯進行了調整。
調整了磨面功能
對多個零件的重新安置間隙進行了調整。
調整了銑刀4軸的同時切入間隙。
OneCNCXR8探查器
對Profiler Lead進行了調整,以引導我們的功能。
語言能力
所有產品中的中文翻譯均已更新。
荷蘭語已更新。
OneCNC更新服務器中提供了所有許可用戶的OneCNCXR8版本63.04。
OneCNC更新服務器中現已提供OneCNC版本更新63.02。
OneCNCXR8版本63.02包含以下更新。
該版本是主要版本,因為它包括4軸銑削的內部邏輯控制和仿真控制以及其他內部更正和改進。此版本的主要項目在此處列出。
四軸銑削(已添加模塊)
在此版本中,內部在功能和邏輯方面進行了重大更新,以幫助發布和模擬。這適用於位置加工4軸全加工和4軸包裹加工。
四軸包裝機(附加模塊)
如您所知,4軸功能必須在X軸上具有幾何形狀,然後將其設置為應用於所選軸。
如果用戶僅獲得4軸完整版的許可(附加模塊)
可以將該模塊設置為應用於X軸或Y軸。
在創建刀具路徑之前,應將立柱預先設置在機床的軸上,該軸可以是X軸或Y軸。
然後,在OneCNC的4軸設置中設置對話框時,應將軸設置為與X或Y相同的位置。
設置完兩個設置後,便可以創建刀具路徑。
如果用戶獲得了5axis Positional的許可,包括4axis(附加模塊)
必須製作4軸環繞幾何體以環繞OneCNC的X軸,然後將其應用於所需的軸XY或Z。
可以在刀具路徑對話框中將該模塊設置為X軸Y軸或Z軸。
在創建刀具路徑之前,應先將立柱設置為已經設置好的普通機床立柱的軸,並且將其設置為X軸或Y軸,而Z軸應位於垂直軸上。
然後,在OneCNC的4軸設置中設置對話框時,應將軸設置為與在刀具路徑對話框中的X Y或Z相同的位置。
設置完兩個設置後,便可以創建刀具路徑。
四軸全加工
4軸全加工該模型位於要加工的軸上,這適用於所有XY或Z軸。
具有4軸許可證的用戶可以將刀具路徑應用於X軸或Y軸
4軸環繞和4軸完全應用於第五軸。
要將4軸完整地應用於Z軸,則需要5軸許可。
然後捲繞發布到環繞5 個軸線為Z軸
OneCNC文件管理器中現已提供OneCNCXR8版本63.02。
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003