更新OneCNCXR2 V7.62于2006年6月18日发布。
此更新确实具有新功能以及对软件的一些调整和改进。
这适用于所有人:
OneCNCXR2铣削版本
OneCNCXR2车床版本。
此更新基于用户报告和我们持续的内部质量控制测试。
此功能是新的:
OneCNCXR2铣削版
使用Machine Cutter Comp的Profile功能。
现在,它具有完整的后视能力,可以精确模拟进出机器的运动。这将使机器的关键运动更加直观和准确地与机器的实际运动相比。
OneCNCXR2车床版本
车床刀塔位置控制(换刀)
车床有一个新的对话框来控制它。
现在可以从自动更新服务器获得更新。
Extrude功能已添加到OneCNCXR2车床版本建模中。
车床线程周期中的音高输出被修改为接受德语版本中的小数而不是逗号。
G71和G72循环被修改为在循环的第一行快速移动,以实现更有效的循环移动。
修改了G71和G72循环,因为它只能编号循环的第一行和最后一行,而不是每一行。能力仍然是每个行编号都是必需的。
G76或G92线程循环“I”值被修改为始终为OD线程的负值和ID线程的正值。
转弯面功能经过修改,以支持G41 Cutter Comp,使用老板背面的左手切刀作为示例。
如果下载有问题,请稍后重试,因为服务器可能正忙,可能会告诉您它可以找到该文件等。
我们仍然让用户跳过服务器来更新以前的OneCNC版本,认为有新功能。 OneCNCXR2的所有先前版本已完成,但未收到新功能。
要获得最新技术并且您没有OneCNCXR2,您需要联系您的销售办事处了解OneCNCXR2,因为这些更新仅适用于OneCNCXR2。
2006年6月发布的更新7.57
这个版本在7.51之上没有新的功能,但有些东西已被修改,因为使用密钥和其他修订版本可以解决由于新功能导致的一些操作问题
扒窃第一次传球被调整。
Profile single pass现已激活。
进行了许多其他调整以清除新功能中的所有报告问题。
选择一个工具对功能稍有改动。
选择新工具时,偏移将始终与工具编号相同。
它们只会在用户手动编辑后更改,然后才会保存以进行该操作。
如果选择新工具,则偏移将再次与工具相同,如果用户需要不同的偏移,则需要再次编辑偏移。
注意:
这意味着如果您不编辑偏移量,它们将始终与您的工具编号相同。
更新7.51发布于2006年5月3日
更新7.51具有新功能
此更新中包含以下内容:
XR2铣削软件的这一新更新是OneCNC历史上最广泛的中期系列更新。 OneCNCXR2只有用户才有机会获得最新的新技术,无需额外费用。如果需要CDROM,则需要收取费用以及邮寄和处理的额外费用。如果需要CDROM,请联系您的销售办事处。
此更新可供所有许可证用户进行自动更新检查,并可从自动更新部分获得。
我们在此证明,我们确实倾听用户的意见,并根据不断推出的新技术,随着我们自身的持续渐进发展添加所需的功能。
并非所有的个人请求都被添加,因为我们现在有10,000个单独的系统,可能有超过15,000个个人用户,当然我们只有一个软件。这当然成为一项庞大的操作,有时新的功能或功能是一些用户对他们喜欢的东西的权衡,但对其他许多人来说只是他们想要的东西。
它也很重要,因为我们添加了功能,我们不会失去易于使用的软件的吸引力。很容易添加花里胡哨,使其难以使用但很难实现许多功能,同时实际上增强了易用性。
我们确实拥有一支忠诚的Beta测试人员团队,他们可以为我们提供帮助,我们能够在OneCNC软件中为您提供如此高水平的完整性。
实质上,此更新包括:
用于创建刀具路径的新涡轮速度非常明显,具有大Z级粗加工,其中创建速度比以前版本快2到10倍。虽然这并未被列为新功能,但它对于高级用户来说是一个显着的改进和激动人心的改进。
面对内部边界。
1.凹槽功能具有使用与粗加工相同的工具完成的新功能。
现在,扒窃在完成切割时有单独的进入和退出。
3.口袋功能具有通过最后切割完成底部的能力。
4.口袋完成时独立速度和进给超越的新能力
5.完成袋的进给和速度,与粗加工的百分比无关。
6.口袋有三种类型的自定义级别的粗加工水平或全深度。
7.轮廓功能可以使用与粗加工相同的工具完成
8.轮廓功能有多个粗加工切削。
9. Profile具有独立的自动进入和退出功能。
10.配置文件具有定制完成进给和速度的能力。
11.轮廓功能通过最后切割完成底部
12.型材功能,带有定制的精加工切口,便于对锥形型材进行精加工
13.清洁圆功能可以使用与粗加工相同的工具完成
14. Clean Circle具有粗加工和精加工的自动进入出口
15.清洁圆圈功能通过最后一次切割完成底部
16.清洁圆圈现在增加了锥度。
17.清洁圆的精加工和速度独立于或粗加工的百分比
18.倒角功能包括切入的新独立进入出口。
19.屏幕视图平面的新构造平面
20.钻孔的新能力,在第一个位置有XY
21,在工具中预先调用工具的新功能更改为调用下一个工具准备就绪
22.刀具更换的新功能,在调用刀具长度之前具有XY位置comp在NC管理器中复制组的新功能
23.在NC管理器中复制功能的新功能
24.新的加密狗安全性准备好为OneCNC特别制作的新加密狗系列
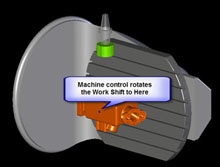
25. NC管理器中的新工作班次功能多轴的新工作班次功能,其中机器需要将工作班次与零件一起旋转
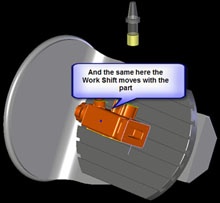
26.新的工作班次控制,允许关闭固定位置机器的工作班次的旋转
27.新的多轴能够在后期实时处理X和Y轴上的方向控制
28.控制多轴实时机器运动精确预览的新功能
29. DNC链接已被修改,以更好地适应大文件的处理和保存
30.现在在DNC编辑器中增加了10种语言以及Unicode支持。
31. G01后面现在可以包括{S},以便在完成切削时允许主轴速度超越
32.工具选择已被修改,以改进安全逻辑,实时选择长度和直径偏移以及自定义编辑这些寄存器的能力。
33. Trunnion支持各种主流机器,如Haas Hermle DMG Mikron,用于机器操作的可视实时预览。
34.现在可以在OneCNC Today选项卡中找到新闻通讯链接。
35.现在,您可以选择拉伸曲面,即使曲面可能是实体的一部分,也可以挤出实体。
36.在文件>属性>颜色>中添加新功能,以选择工作转换球指示器的颜色。
此外还没有具体列出许多其他改进和调整。
施工飞机
这个新的构造平面允许由当前视图平面创建平面。
用于屏幕视图平面的新构造平面对于定位用于多轴工作的平面是方便的,其中待观察的机器区域从障碍物中清楚。这是因为您可以将加工平面设置为构造平面。这可以通过创建边界或范围表面等来完成。

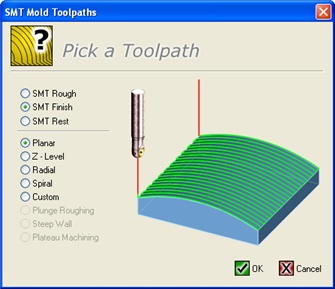
SMT刀具路径
由于我们采用了新的Turbo技术,因此SMT刀具路径已经进行了优化,现在它们比以前的大型文件快两到十倍。这在Z级粗加工和精加工时非常明显,使得精加工公差设置得很紧,并且仍能在合理的时间内计算。
虽然这并未被列为新功能,但它对于高级用户来说是一个显着的改进和激动人心的改进。
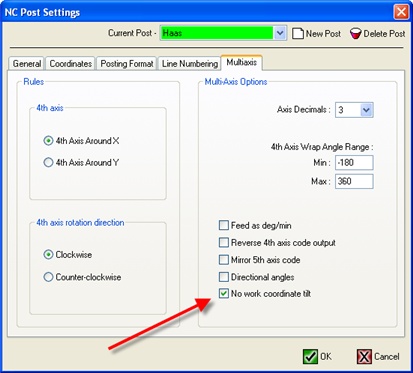
多轴加工
现在,多轴加工能够对第4轴和第5轴进行方向控制。在5轴模式中,主第4轴可以围绕X轴或Y轴。
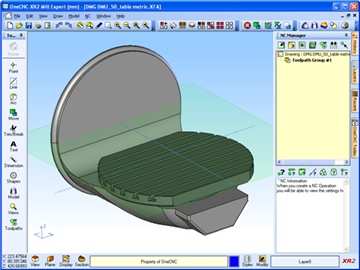
耳轴支持
现在可以为所有主流机器Haas Micron Hermle DMG提供支持,仅举几例已在过去几个月内安装的机器。
用于完整模拟预览检查程序完整性的耳轴模型已从OneCNC Newsletter服务下载。
下面显示了他们DMU50机器上的DMG耳轴,我们最近在西门子和Heidenhain机器控制器上都安装了它。
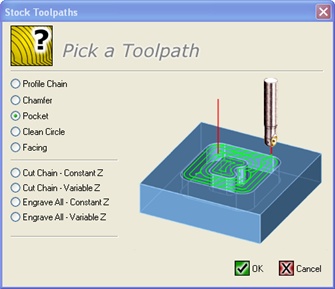
口袋功能
现在,袋装功能可以使用与粗加工相同的工具完成,自动进入出口用于完成切割的开始和结束。
口袋功能的新功能通过最后一次切割完成底部。
独立进入和退出口袋完成的新能力
定制口袋的精加工和速度的新功能独立于或粗加工的百分比。
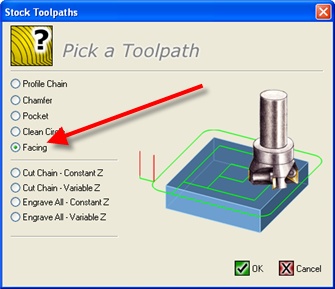
Stock工具路径上的第一个对话框没有变化,选择也是一样的。
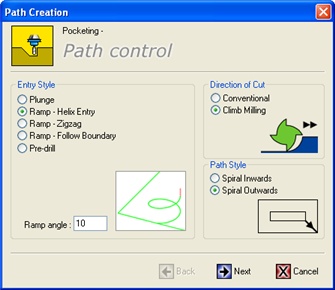
下一个对话框也是相同的,因此这里没有要学习的新设置。
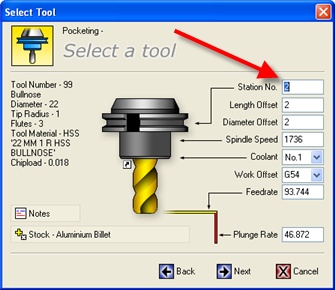
工具选择对话框具有功能更改。
站号具有新的自动安全技术,可以改变偏移。
没有用于选择工具的框。在选择工具时,工作站编号可以来自工具库,也可以只输入工作站编号。这样做是为了在输入刀具编号时自动设置长度偏移和直径偏移。
选择和设置工具的正确方法
出现此对话框时,首先要做的是在任何其他设置之前选择该工具。
1.选择工具
2.选择站号(异地长度和直径将改变)
检查长度和直径偏移是否正确
3.选择材料(除非已设置)
4.选择冷却液(除非已设置)
5.选择工件偏移(除非已设置)
点击下一步。
注意:
设置工具和偏移后,现在可以将偏移更改为自定义数字,而不是相同的数字(如果需要),它们将保持设置状态。
如果您稍后编辑偏移,它们将保持设置状态。
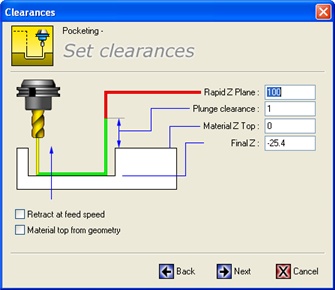
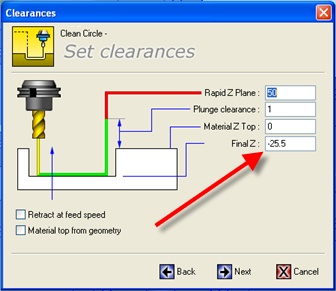
设定间隙对话框与之前相同。
最后的Z.
这是绝对值中的值或来自口袋的所选几何边界的值,通过从几何体标记材料顶部来定义。
材料顶部几何
您可以选择凹槽的Z值来自绝对Z值,或者可以使Z值与所选的凹槽边界几何形状相同。
特别警告说明:
此时我们还要强调Z间隙平面应始终设置在夹紧高度或正在加工零件上的任何其他障碍高度之上,这样当刀具在工件上急转时,它将始终处于间隙位置以确保完全安全。
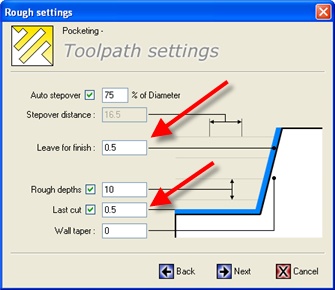
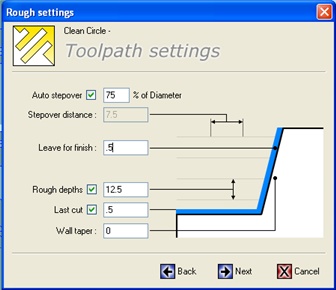
下一个对话框显示了口袋粗加工和精加工的新技术。
粗糙的设置
自动步进
一旦建立了所需的步骤,自动步进可以保持设置。扒窃的步骤通常约为50%,但只要清洁口袋就可以设置为所需的量。这可以通过运行模拟进行检查,如果不清洁,则可以更改百分比而无需重新选择口袋。
跨越距离
如果您希望步进是精确的距离,只需取消标记自动步骤并将所需的值插入到跨距离框中,一旦未标记,该框将不会变灰。
离开完成
这是您将在下一个对话框中执行的完成剪切量的值。
关于粗糙深度的特别说明:
粗糙的深度
这是实际切割深度的值,并且“不再是平均深度” ,而是实际切割深度量。
最后切
这是口袋底部最终切割的价值,有效地成为底部的切面。
Wall Taper
壁锥度是口袋壁上的实际锥度。
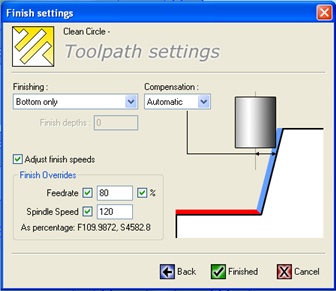
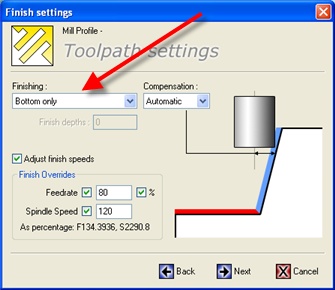
完成设置
这是您设置完成功能的地方。无论您是否在粗略对话框设置中为完成设置设置了值,都会发生这种情况。
在粗略对话框设置中,如果设置完成值,它将应用于完成。即使您没有设置值,它也会基本上作为弹簧切割执行完成。
完成可以设置为:
粗糙的水平
这将使用与粗加工相同的工具,并在与粗加工相同的水平上执行精加工切削,因此称为粗加工级。
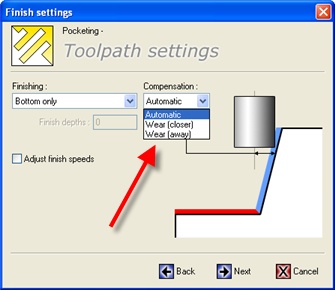
仅限底部
如果使用它,它将在口袋的整个深度进行一次切割。
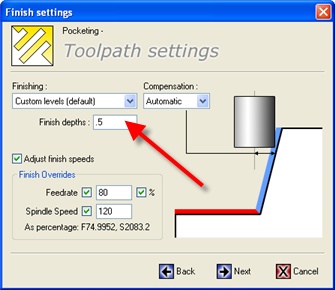
自定义级别
您可以在所需的最终深度处设置此值。例如,如果口袋有壁锥,您可以将其设置为精细并使用具有小尖端半径的球磨机并进行精细深度精加工。
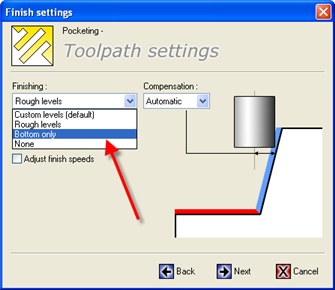
此图显示了自定义级别
工具补偿:
你有3个选择
自动
这是OneCNC将使用工具库中的半径值自动偏移刀具的位置,并且是推荐的补偿类型。
磨损(更接近)
此设置使用自动偏移并应用机床的偏移代码,以便您可以在机床控制中对刀具进行公差控制,以控制严格的公差。
流逝)
此设置使用自动偏移并应用机床的偏移代码,以便您可以在机床控制中对刀具进行公差控制,以控制严格的公差。
关于使用磨损更近或离开的特别警告
使用此功能时,必须谨慎使用。它要求控件中的刀具直径为零值,因为软件会自动关闭工具的设置。您需要在机器控制中使用的唯一值是您需要调整以容纳所需公差大小的公差量。
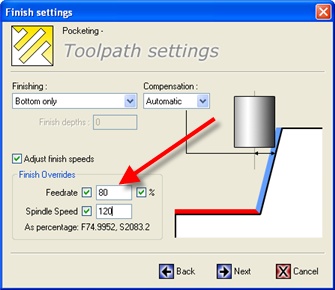
完成骑行
调整完成速度
如果您标记调整完成速度,它将允许您使用与粗加工不同的进给和速度。
标记调整仅会启用调整功能。它不会打开速度或进给变化。通过标记Feed或speed标签框打开它。
如果您标记此框,则框将显示如图所示。您可以输入Feed和速度的实际值,也可以将其作为原始Feed和速度的百分比。
要使用此功能,您可能需要执行以下操作。
一个干净安装的新用户
您无需执行任何操作,因为已对您的帖子进行了调整。
对于现有的OneCNC用户
如果您是现有用户并且已在现有软件的顶部安装此更新,则需要调整此操作的帖子以在发布中进行。
调整您的帖子以激活主轴速度变化
只需打开您使用的帖子,然后将{S}插入G01 Feed Line Format,如下所示。
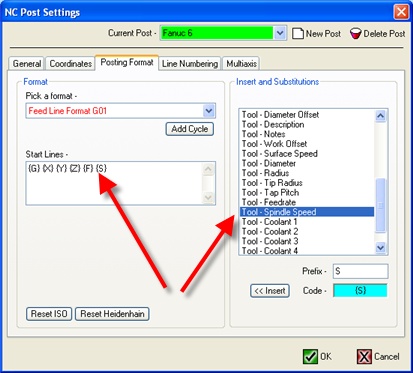
您可以在此处为完成配置文件设置自定义Feed和速度。
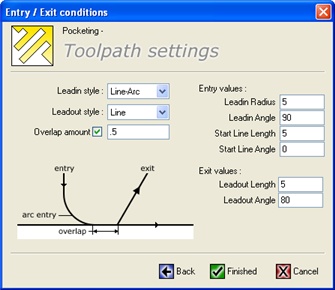
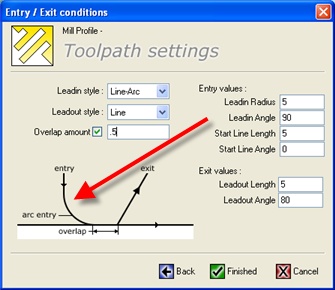
进入退出条件
这是您设置条目退出条件的最后一个对话框。进入和退出都有单独的设置。您可以有3种样式的进入或退出。
线
这是您只有一行进入或退出的地方
线路
在这里您可以使用Line Line输入或退出,用于在困难区域中控制进入或退出的方向和方法。起始行长度是您具有适用于它的起始行角度的第一行条目的长度。作为引入线的第二条线也对入口或出口的该线部分具有其自己的角度控制。建议您设置此图和后图并查看结果,直到您对使用它有信心。任何疑问只是直线或线弧更容易使用。
线弧
因为无法直接在圆弧上使用补偿,所以在圆弧之前的第一条线上存在线和弧的补偿(如果有的话)。
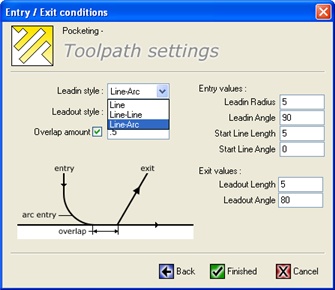
交叠
这是一个额外的设置,以确保完美融合。这应该在使用困难的口袋时小心使用,并且不得在靠近角落或锐角的边缘使用,因为重叠可能会超过该点。对于重叠,正常长度不应大于工具半径的5%。
的NCManager
NC管理器已经过广泛修改,现在包括重复组和重复的功能
重复组
要复制组,只需在管理器中突出显示该组,然后单击鼠标右键,将出现此菜单。从此处选择重复组,整个组将被复制。
此功能复制组中的所有功能,并将其创建为名为Duplicate of group(name)的新组。

重复操作
此功能允许复制特定操作。
要复制操作,只需突出显示该功能,然后单击鼠标右键并选择重复操作。

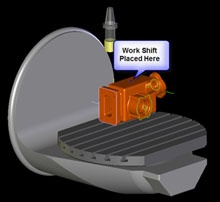
工作班次
NC管理员的新工作班次能力

新的工件偏移是针对3轴的能力,但也适合多轴能力。
如果您没有选择工作班次并将其放在您的部件上,它将像屏幕的十字线一样完成。它仅在您选择远离XY零点的位置时才有效。将它放在十字线的XY零处,默认情况下它不会显示为球,因为它会在那时被关闭。
要使用此功能,只需以正常方式制作刀具路径,而不必担心XY的零点。然后,当您在nc管理器中右键单击组并选择工作班次并将工作班次放置在您希望它的XY零位置或机器上的工作坐标的位置。默认情况下,它会显示为一个小黑球。如果要自定义此颜色,请转到“属性”>“颜色”>,然后将默认值黑色更改为所选颜色。
现在,这允许在编程时将零件定位在屏幕上的任何位置,并且可以使用工作班次将XY零点的工作坐标放置在零件上。
对于多轴,机床需要将工作班次与零件一起旋转
新的工作班次控制允许关闭固定位置机器的工作班次的旋转
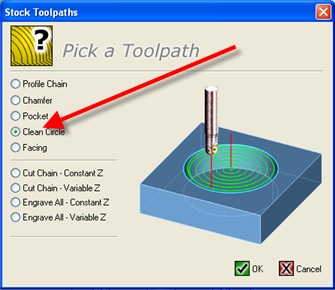
清洁圆圈功能
新的清洁圆功能,能够使用与自动进入退出的粗加工相同的工具完成。
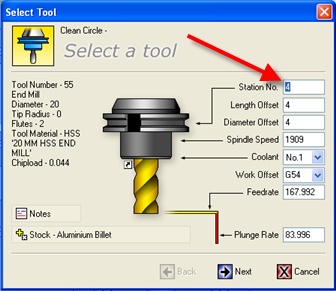
工具选择对话框具有功能更改。
站号具有新的自动安全技术,可以改变偏移。
没有用于选择工具的框。在选择工具时,工作站编号可以来自工具库,也可以只输入工作站编号。这样做是为了在输入刀具编号时自动设置长度偏移和直径偏移。
选择和设置工具的正确方法
出现此对话框时,首先要做的是在任何其他设置之前选择该工具。
1.选择工具
2.选择站号(异地长度和直径将改变)
检查长度和直径偏移是否正确
3.选择材料(除非已设置)
4.选择冷却液(除非已设置)
5.选择工件偏移(除非已设置)
点击下一步。
注意:
设置工具和偏移后,现在可以将偏移更改为自定义数字,而不是相同的数字(如果需要),它们将保持设置状态。
如果您稍后编辑偏移,它们将保持设置状态。
设定间隙对话框与之前相同。
最后的Z.
这是绝对值中的值或来自口袋的所选几何边界的值,通过从几何体标记材料顶部来定义。
材料顶部几何
您可以选择凹槽的Z值来自绝对Z值,或者可以使Z值与所选的凹槽边界几何形状相同。
特别警告说明:
此时我们还要强调Z间隙平面应始终设置在夹紧高度或正在加工零件上的任何其他障碍高度之上,这样当刀具在工件上急转时,它将始终处于间隙位置以确保完全安全。
下一个对话框显示了口袋粗加工和精加工的新技术。
粗糙的设置
自动步进
一旦建立了所需的步骤,自动步进可以保持设置。清洁圆圈的步骤通常约为50%,但只要清洁口袋就可以设置为所需的量。这可以通过运行模拟进行检查,如果不清洁,则可以更改百分比而无需重新选择口袋。
跨越距离
如果您希望步进是精确的距离,只需取消标记自动步骤并将所需的值插入到跨距离框中,一旦未标记,该框将不会变灰。
离开完成
这是您将在下一个对话框中执行的完成剪切量的值。
粗糙的深度
这是实际切割深度的值,不再是平均值,而是实际切割深度量。
最后切
这是口袋底部最终切割的价值,有效地成为底部的切面。
Wall Taper
壁锥度是口袋壁上的实际锥度。
完成骑行
调整完成速度
如果您标记调整完成速度,它将允许您使用与粗加工不同的进给和速度。
标记调整仅会启用调整功能。它不会打开速度或进给变化。通过标记Feed或speed标签框打开它。
如果您标记此框,则框将显示如图所示。您可以输入Feed和速度的实际值,也可以将其作为原始Feed和速度的百分比。
要使用此功能,您可能需要执行以下操作。
一个干净安装的新用户
您无需执行任何操作,因为已对您的帖子进行了调整。
对于现有的OneCNC用户
如果您是现有用户并且已在现有软件的顶部安装此更新,则需要调整此操作的帖子以在发布中进行。
调整您的帖子以激活主轴速度变化
只需打开您使用的帖子,然后将{S}插入G01 Feed Line Format。
工具补偿:
你有4个选择
自动
这是OneCNC将使用工具库中的半径值自动偏移刀具的位置,并且是推荐的补偿类型。
机
这种刀具补偿将代码传递给机器,以便在精加工道次上完全控制刀具。这当然要求您在机器控制中设置正确的寄存器以正确处理。
您需要仔细阅读机床手册,以确保您能够使用任何刀具补偿功能。
如果您对使用刀具补偿有任何疑问,请使用自动设置。此设置OneCNC将自动为用户偏移。
磨损(更接近)
此设置使用自动偏移并应用机床的偏移代码,以便您可以在机床控制中对刀具进行公差控制,以控制严格的公差。
流逝)
此设置使用自动偏移并应用机床的偏移代码,以便您可以在机床控制中对刀具进行公差控制,以控制严格的公差。
关于使用磨损更近或离开的特别警告
使用此功能时,必须谨慎使用。它要求控件中的刀具直径为零值,因为软件会自动关闭工具的设置。您需要在机器控制中使用的唯一值是您需要调整以容纳所需公差大小的公差量。
面对功能
面对岛屿
面对功能现在可以具有面向内部边界。这只是选择面对边界以及任何内部边界的问题。只要在饰面水平面上没有突起,这是合适的。如果需要避免上面的突起,最好使用Pocket功能。
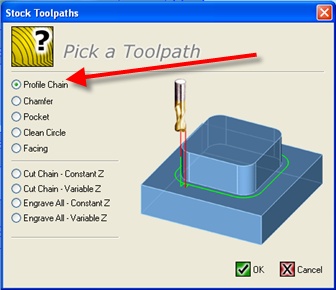
档案链
轮廓链功能
新的Profile功能,能够使用与自动进入退出的粗加工相同的工具完成。
此处显示的第一个对话框未更改,这是您从中选择配置文件功能的位置。
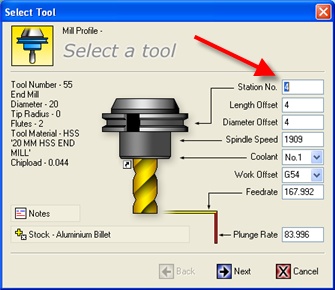
工具选择对话框具有功能更改。
站号具有新的自动安全技术,可以改变偏移。
没有用于选择工具的框。在选择工具时,工作站编号可以来自工具库,也可以只输入工作站编号。这样做是为了在输入刀具编号时自动设置长度偏移和直径偏移。
选择和设置工具的正确方法
出现此对话框时,首先要做的是在任何其他设置之前选择该工具。
1.选择工具
2.选择站号(异地长度和直径将改变)
检查长度和直径偏移是否正确
3.选择材料(除非已设置)
4.选择冷却液(除非已设置)
5.选择工件偏移(除非已设置)
点击下一步。
注意:
设置工具和偏移后,现在可以将偏移更改为自定义数字,而不是相同的数字(如果需要),它们将保持设置状态。
如果您稍后编辑偏移,它们将保持设置状态。
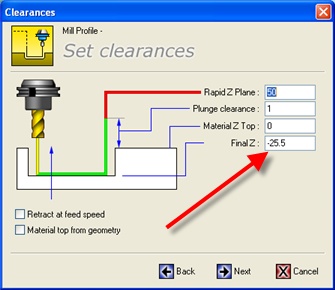
设定间隙对话框与之前相同。
最后的Z.
这是绝对值中的值或来自口袋的所选几何边界的值,通过从几何体标记材料顶部来定义。
材料顶部几何
您可以选择凹槽的Z值来自绝对Z值,或者可以使Z值与所选的凹槽边界几何形状相同。
特别警告说明:
此时我们还要强调Z间隙平面应始终设置在夹紧高度或正在加工零件上的任何其他障碍高度之上,这样当刀具在工件上急转时,它将始终处于间隙位置以确保完全安全。
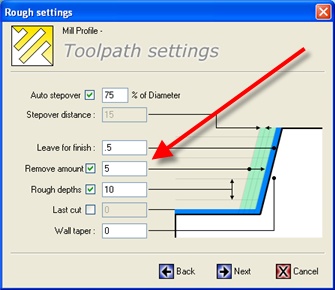
下一个对话框显示了口袋粗加工和精加工的新技术。
粗糙的设置
自动步进
一旦建立了所需的步骤,自动步进可以保持设置。步骤通常约为50%,但可以设置为您想要的数量。这可以通过运行模拟来检查,如果不是干净的,则可以更改百分比而无需重新选择链。
跨越距离
如果您希望步进是精确的距离,只需取消标记自动步骤并将所需的值插入到跨距离框中,一旦未标记,该框将不会变灰。
离开完成
这是您将在下一个对话框中执行的完成剪切量的值。
删除金额
这是要移除的材料总量。
例如,如果您有100平方米的块,并且您希望它的最终尺寸为90平方米,则移除量将为5毫米。
粗糙的深度
这是实际切割深度的值,不再是平均值,而是实际切割深度量。
最后切
这是口袋底部最终切割的价值,有效地成为底部的切面。
Wall Taper
壁锥度是口袋壁上的实际锥度。
完成骑行
调整完成速度
如果您标记调整完成速度,它将允许您使用与粗加工不同的进给和速度。
标记调整仅会启用调整功能。它不会打开速度或进给变化。通过标记Feed或speed标签框打开它。
如果您标记此框,则框将显示如图所示。您可以输入Feed和速度的实际值,也可以将其作为原始Feed和速度的百分比。
要使用此功能,您可能需要执行以下操作。
一个干净安装的新用户
您无需执行任何操作,因为已对您的帖子进行了调整。
对于现有的OneCNC用户
如果您是现有用户并且已在现有软件的顶部安装此更新,则需要调整此操作的帖子以在发布中进行。
要在此更新信息中进一步采取解释操作,您将看到速度和进给调整的标题。
工具补偿:
你有4个选择
自动
这是OneCNC将使用工具库中的半径值自动偏移刀具的位置,并且是推荐的补偿类型。
机
这种刀具补偿将代码传递给机器,以便在精加工道次上完全控制刀具。这当然要求您在机器控制中设置正确的寄存器以正确处理。
您需要仔细阅读机床手册,以确保您能够使用任何刀具补偿功能。
如果您对使用刀具补偿有任何疑问,请使用自动设置。此设置OneCNC将自动为用户偏移。
磨损(更接近)
此设置使用自动偏移并应用机床的偏移代码,以便您可以在机床控制中对刀具进行公差控制,以控制严格的公差。
流逝)
此设置使用自动偏移并应用机床的偏移代码,以便您可以在机床控制中对刀具进行公差控制,以控制严格的公差。
关于使用磨损更近或离开的特别警告
使用此功能时,必须谨慎使用。它要求控件中的刀具直径为零值,因为软件会自动关闭工具的设置。您需要在机器控制中使用的唯一值是您需要调整以容纳所需公差大小的公差量。
调整您的帖子以激活主轴速度变化
只需打开您使用的帖子,然后将{S}插入G01 Feed Line Format。
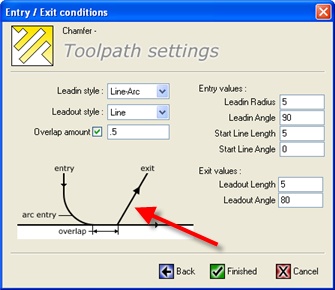
进入退出条件
这是您设置条目退出条件的最后一个对话框。进入和退出都有单独的设置。您可以有3种样式的进入或退出。
线
这是您只有一行进入或退出的地方
线路
在这里您可以使用Line Line输入或退出,用于在困难区域中控制进入或退出的方向和方法。起始行长度是您具有适用于它的起始行角度的第一行条目的长度。作为引入线的第二条线也对入口或出口的该线部分具有其自己的角度控制。建议您设置此图和后图并查看结果,直到您对使用它有信心。任何疑问只是直线或线弧更容易使用。
线弧
因为无法直接在圆弧上使用补偿,所以在圆弧之前的第一条线上存在线和弧的补偿(如果有的话)。
轮廓功能的新功能通过最后切割完成底部
轮廓功能的新功能,具有多个粗加工切削功能
定制型材精加工和速度的新功能,与粗加工的百分比无关。
倒角功能
倒角功能现在包括切割的新独立入口出口。
具有存储文件的当前用户可能需要更改实体值,因为这是所有先前版本的附加功能。
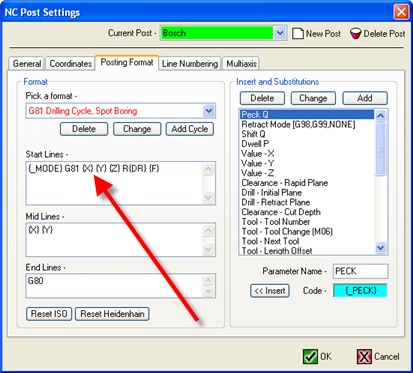
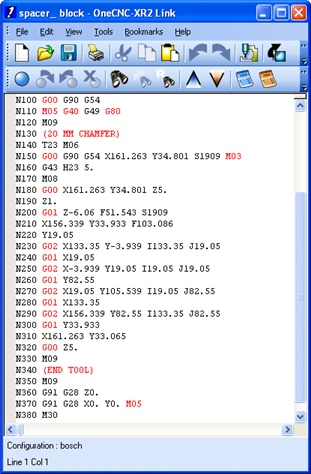
钻循环
钻井周期
现在有新的钻孔能力,可以在第一个位置使用XY。一些机器控制通常是像Bosch Anilam这样不那么智能的PC控制器,而其他机器控制器要求XY位置处于循环中,即使机器已经移动到那一点。
现在的用户需要编辑他们的帖子才能添加此功能,因为我们没有在安装时过度调整帖子。
工具变更
现在,帖子中的工具更改功能已更改为具有下面列出的新功能。
选择工具编号已更改。由于现在能够将备用偏移数字自由地赋予工具的自由度,因此这已经发生了变化。
首次选择刀具时,如果您有刀具编号,刀具编号可以来自刀具文件,或者只需键入数字。当您输入刀具编号时,您将看到高度寄存器和Diameter寄存器编号同时自动更改。然后,您可以根据需要单独编辑寄存器编号,它们将保留为此程序的编号。
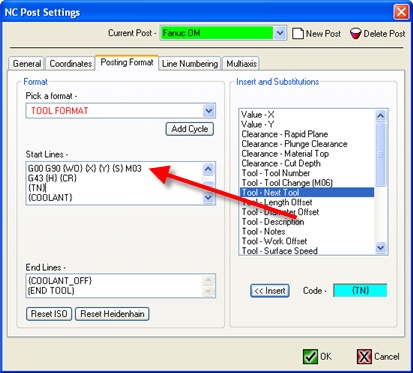
工具预调用
在工具中预先调用工具的新功能可以调用下一个工具。这使得能够调用下一个工具的机器能够在更换器中准备好以便快速换刀,而不必等待刀库进行索引。
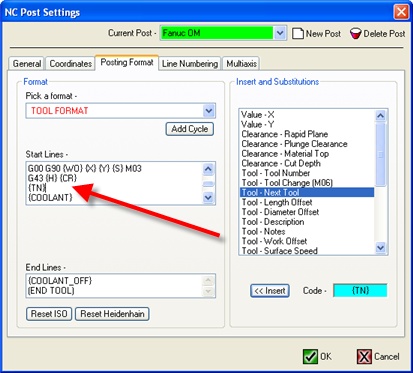
工具在G43之前更改XY位置
现在,Post可以在应用刀具长度补偿调用之前将刀具更改为XY位置。在新的全新安装中,所有帖子都添加了此功能。
对于现有用户,我们不会覆盖帖子,因此如果您想要使用此新功能,您需要转到帖子的工具更改并将{X} {Y}插入适当的位置。
DNC编辑器
DNC链接已被修改,以更好地适应大文件的处理和保存
语言
现在,在DNC编辑器中对10种语言进行了大量修改和添加以及Unicode支持。
Unicode允许在NC程序中的注释等中使用日文字符。
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003