OneCNCXR8 62.81更新包括许多调整和更新,主要更新如下。
轧机简介
我们注意到一些用户将钻孔用于倒角工具,但OneCNC喜欢使用正确的工具进行作业。
已对轮廓功能进行了调整,因此,如果用户将钻头用于倒角工具,则该工具不会挂起。
轧机简介
再次用壁锥和球头立铣刀调整磨机轮廓。
层数
调整了图层功能,以防止通过编辑刀具路径创建重复的图层
C轴面刀具路径
调整了C轴面刀具路径功能,以确保在更改为4轴全功能时将其重置。
注意:
在OneCNC工具库中输入工具尺寸时,输入正确的值以在精密加工中获得正确的结果很重要。
您会注意到,输入锥形刀具数据时,刀具直径就是要在刀具直径中输入的刀具尖端处的直径。
我们展示了一个SandviK锥形球磨机的示例,该球磨机的标称直径为4mm,但尖端的直径实际上为3.80 mm。
直径3,80mm是您在OneCNC中为此工具输入的直径。
幸运的是,SANDVIK在工具上刻有直径。
如果未雕刻工具,则可以使用与球相切的斜线在OneCNC中绘制工具,并从笔尖的OneCNC绘制中获取直径。

OneCNC更新服务器中现已提供OneCNCXR8版本62.81,供所有许可的OneCNCXR8用户使用。
OneCNCXR8版本62.80现在可用。
Z级毛坯
在以前的版本中,提醒OneCNC用户,最好在刀具间隙对话框中将作业的顶部设为Z位置。
在多轴情况下,这也适用于作业顶部的平面设置。
一些用户使用间隙对话框中Z位置的作业底部,然后手动设置间隙。
一些用户将飞机放在底部而不是顶部,并手动设置间隙。
我们进行了进一步的调整,以帮助使用该类型设置的用户。
Z级粗加工
由于在某些设置中不起作用,因此Z级毛坯对3D毛坯的其余加工功能进行了调整。
独立缩放
调整此功能以支持点的独立缩放。
语言能力
日语已更新。
现在,OneCNC更新服务器中可为所有许可用户提供此更新。
OneCNCXR8版本更新62.77
OneCNCXR8版本62.77包含许多调整,我们在这里进行了详细介绍。但首先我们提醒所有OneCNC用户。
使用任何“库存模型”刀具路径时,必须始终正确设置材料顶Z的顶部(作业顶部)。
尽管这是一个提醒,但始终是“工具间隙”对话框的材料顶部设置中所有版本的OneCNC的要求。
这不仅可以控制所有游隙值,还可以控制型腔轮廓钻孔的深度值以及坯料刀具路径的所有深度。
这显示了一个典型的部分,箭头描述了材质Z顶部

这显示控制材料Z顶部(作业顶部)的间隙对话框。

此版本包括许多功能调整,这些是主要调整。
帮助文件
新的更新的英语帮助文件和教程。
列印
进行了改进,以防止无效实体导致打印失败。
Z级粗糙
改进了Z级粗加工刀具路径以防止不生成
雕刻模拟
雕刻工具仿真得到改善。
线程周期
修改了车床螺纹循环螺纹长度Z的正方向
语言能力
中文更新
日语更新
HS口袋
如果将材料顶部设置为Z正,则调整“ HS闭合袋”以防止产生“ HS打开”。改变了胶印方法,从而改变了口袋顶部边缘(包括使用时的顶部边缘饰面)的性能。
轧机简介
使用设置为粗略深度锥角的牛鼻工具对铣削轮廓进行了校正,并结合了改进的启动轮廓顶部边缘的行为方法。
轧机简介
修正了铣削轮廓工具刀尖的半径偏移,并对轮廓的顶部边缘进行了进一步的常规改进。
使用任何库存刀具路径时,每个功能中最重要的值之一是Job Z值的顶部。
这必须始终在工作之上
可以在另一个Z层上设置边界,但作业的顶部必须始终是OneCNC中工具设置对话框中使用的Z值
第一张图显示了锥形球磨机,用于将袋装袋并精加工轮廓。

OneCNCXR8支持标准风格的方头铣刀,方头球头和牛头风格的锥形工具。
用户需要注意,其中一些工具的主要直径通常会在型腔或轮廓边界之外。
当然,这取决于与被加工的型腔或型材相比的刀具尺寸和长度。

这显示了使用Bullnose立铣刀使用粗糙和finich参数的锥形壁袋。

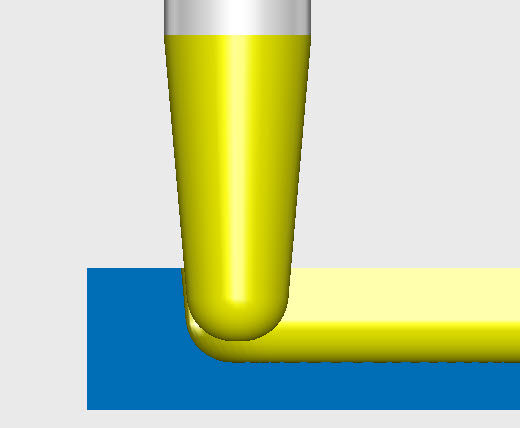
浅型腔,其中工具的尖端半径大于型腔深度,所用工具的边缘现在将切到边界。

这更清楚地显示出凹穴深度小于半径。

这显示了一个浅型腔,使用方型立铣刀具有轮廓光洁度,而使用球磨机则具有轮廓。

请注意,在OneCNC中,许多工具超出了型腔或轮廓功能的边界。
球头立铣刀的尖端半径小于型腔或轮廓深度或锥形立铣刀的大直径,通常会超出轮廓边界。
不建议将“高速口袋”用于尖端半径较大的浅口袋。
更好的选择是带有完成轮廓设置的传统口袋或锯齿形口袋样式。
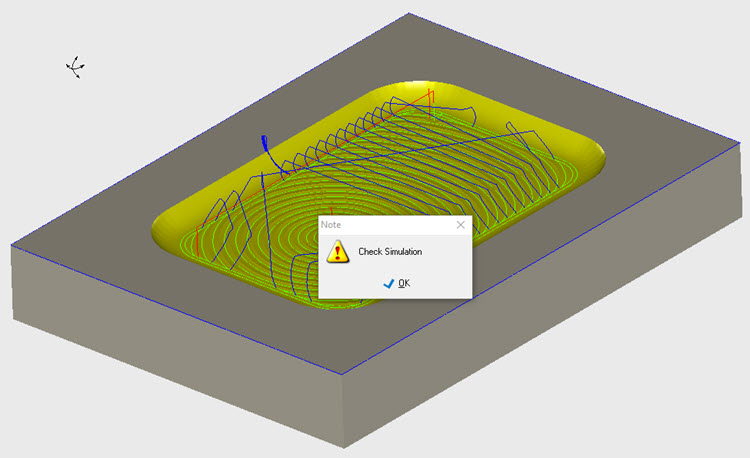
如果您确实将HS样式用于此浅深度袋,则将出现一条消息,检查仿真。
HS样式可能不适用于尖端半径大于凹坑深度的浅凹坑。

这是大直径超出边界的其他典型工具示例。
锥形球头工具
锥形牛鼻工具

锥形方头工具

有很多可以悬空的库存刀具路径,包括倒角工具。
模型工具路径还有更多类似的情况。
这就是在将文件发布到计算机之前应模拟所有刀具路径的原因。
该图显示了倒角工具。

OneCNC更新服务器中现已为所有许可的OneCNCXR8用户提供OneCNCXR8版本62.73。
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003