Perfecting Putters med OneCNC

YAR Golf, som ligger i Arizona, stolt ingenjörer, tillverkar och monterar sina exklusiva putters i Tempe, Arizona USA. Det unika med YAR GX1 Putter är enastående, med en specifik design koncept som tillåter spelare att sätta lite fart på sin golf spel.
YAR Golf har skapat den enda golfklubb / Putter i golf branschen som någonsin har accepterats av USGA för deras adaptiva golfprogram. Bara i år fanns det 19 andra enheter inlämnade och avslagna av USGA: s direktion för denna distinktion. Kan lyfta golfbollen ur koppen utan spelaren behöver böja. Åldrande baby boomers och fysiskt funktionshindrade är inte deras enda kundkrets. YAR Golf är det enda företaget som har fokuserat på deras särskilda behov i spelet golf genom att designa en putter som har funktioner som är avsedda att förbättra spelet av spelare på alla kunskapsnivåer.

Skapad av en Materialvetenskap PhD. Den YAR GX1 Putter har många egenskaper som skiljer det från de vanliga putter design, som har lämnats oförändrade och stillastående under ganska lång tid. Använda MOI (tröghetsmoment) och Parallel Axis Linearization kombinerat med Aeronautical fysik, har sin design och form skapade den största sanna Sweet Spot i Putting branschen, är detta fenomen inte finns på vanliga putters, som YAR putter hela ansiktet anses en "sweet spot".
I en studie från 2009, var YAR putter sätts på prov av Golf Test USA. De sammanfattade att YAR putter utförs utanför sina påståenden och det fick högsta ranking bland putters i världen. Från Golf Test USA "... på grund av sin konstruktion och balans var det väldigt lätt att putta med bara en hand. Den övergripande utformningen av YAR putter kan hjälpa någon golfare som har fysiska begränsningar såsom bockning över på grund av ryggsmärtor. Den YAR putter kan enkelt markera bollen och plocka upp samtidigt, och plocka upp bollen ur hålet. Det kan också användas för att plocka andra klubbar från marken. Detta är den perfekta putter för "adaptive" golf. Den YAR GX1 puttern var en av endast 8 putters, av 47, tilldelas ett 5 betyg utifrån övergripande testresultat. Den YAR Golf GX1 putter har fått vår eftertraktade "Seal of Excellence" [för sina enastående resultat] "
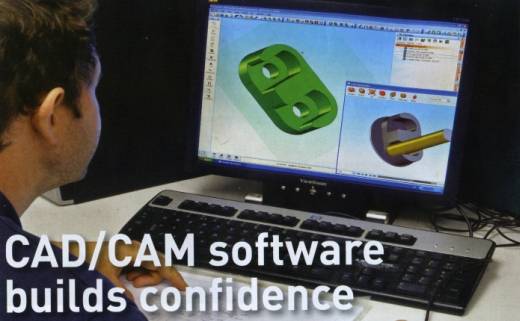
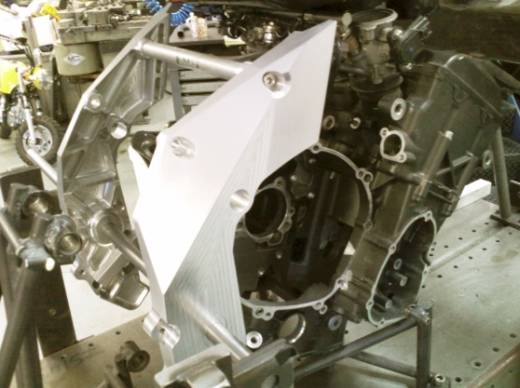
Dr V, skaparen av YAR putter, kontaktade OneCNC 2007 söker en CAM-lösning för att göra sin nya koncept till verklighet. På grund av den sekretess som deltar i YAR putter koncept och patent, behövs alla prototyper som ska slutföras i huset. Kunskaper inom CNC-bearbetning industrin var minimal för dr V, så en lättanvänd och kraftfull CAM-program var avgörande. Efter att ha utvärderat över 6 olika CAM-program en en-på-en online-demonstration var planerad med OneCNC s tekniska support. "OneCNC var överlägsen den andra CAD / CAM-system jag värderas. Det var lättare, erbjöd mer design verktyg processekonomiska fördelar, var ett nöje att acklimatisera med, och den tekniska support var den mest kunniga. I själva verket köpte jag en uppgradering dagen efter min första 1-timmes konsultation, och jag har aldrig ångrat det beslutet. "
Löpning XR3 Mill Professional gav Dr V full kontroll över design och bearbetning av YAR putters.
När han tillfrågades om OneCNC s tekniska support och kundservice hon sade, "Den OneCNC stöd och staber kontor är fantastisk, omtänksam, och spektakulära. Kudos och utmärkelser till alla på OneCNC.
Yar Golf har donerat över $ 50.000 i GX1 putters till missgynnade golfare och välgörenhetsorganisationer runt om i världen och är den officiella Putter för många funktionshindrade organisationer, liksom deras "Stötta en funktionshindrad veteran"-projektet, som levererar gratis golfutrustning för funktionshindrade amerikanska veteraner.
YAR GOLF
Gerri Jordan VD
Dr Vanderbilt VD
Tempe, Arizona
USA 85284
För mer information om YAR Putters, besök deras hemsida eller demo-video från YouTube nedan:







OneCNC uppdateringar
OneCNC XR9 Release 74.53
Nov 23 2023
OneCNC XR9 Release 74.44
Sep 25 2023
OneCNC XR9 Release 74.30
Jul 06 2023